板棒でつくる [3,5,3,5] の加工治具
[3,5,3,5] 製作に必要な諸量は 以下です。 ( 稜寸は 1として )
18.000000000000000000 稜の仰角 ( 077/237 ) 72.000000000000000000 稜部品の突合せ角 ( 237/077 ) 58.282525588538994676 稜部品の5角形部分の接合角 ( 233/144 ) 31.717474411461005324 稜部品の3角形部分の接合角 ( 144/233 ) 1.6180339887498948482 頂芯寸 ( 233/144 ) 1.5388417685876267013 稜芯寸 ( 237/154 ) 1.3763819204711735382 5角形の面芯寸 ( 245/178 ) 1.5115226281523414610 3角形の面芯寸 ( 198/131 ) 60 稜部品の必要個数
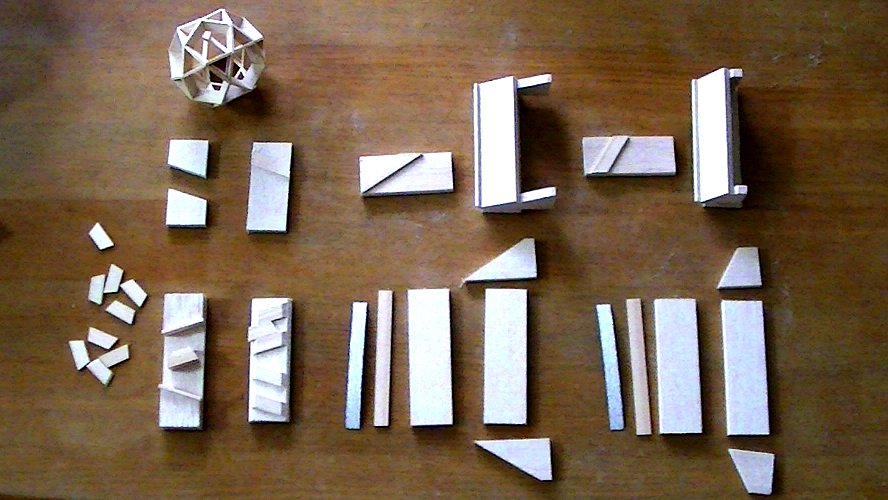
上の画像の説明です。
材料は 2×10 の 板棒 ( ヒノキ材 )と
6×30 の板材 ( ファルカタ材 ) を使用しています。
長いほうは 100mm 短いほうは 70mm ぐらいでカットしています。
左に 試作品と その稜部品を作るための治具が 二列あります。
台形の形をした稜部品が パラパラと写っています。
稜部品の長さは 広いほうが 24mm あり
完成品の多面体の 高さが 70mm ほどになっています。
二列の 右上が 仰角 18度 ( 077/237 )で
稜部品どおしが 頂芯線で集まって接合するための角度
つまり 直角マイナス 仰角
72度の角度 ( 237/077 ) に成形をするためのガイドです。
そして その左がそれをもとにカットされた 治具部品です。
三個以上作っておきます。
この部品二つで左下の 稜部品の角度切断用の治具を作ります。
6mm 厚の ガイドの面に 2×10 の板棒を縦にして貼っています。
2×10 の板棒 をセロテープで 束ねたものの加工です。
右の列の下が 台形にカットした稜部品の接合部の整形用治具です。
72度 にカットした治具に沿わせて 正確に ガイドを作っています。
6mm の厚みの高さがありますが 2×20 の板棒を底に貼って
水平に 8mm の高さにしています。
この治具の支えで 稜部品の接合部の角度を
稜芯面に対し 58.28度 ( 5角形 形成部 ) と31.72度 ( 3角形 形成部 )
に 加工してゆきます。
画像右側で 6×30×100 の板材4枚で 58.28度傾斜と 31.72度傾斜の
治具を作っています。
58.28度傾斜の治具の下端側面は
90度から傾斜角を引いた 31.72度の傾斜に
31.72度のは 58.28度の傾斜になっており
そこに 2×10×100 の板棒を接着して その上に
80番のサンドペーパーを
両面テープで 貼っています。
続きは 次回にします。
2016年9月14日

