製作道具
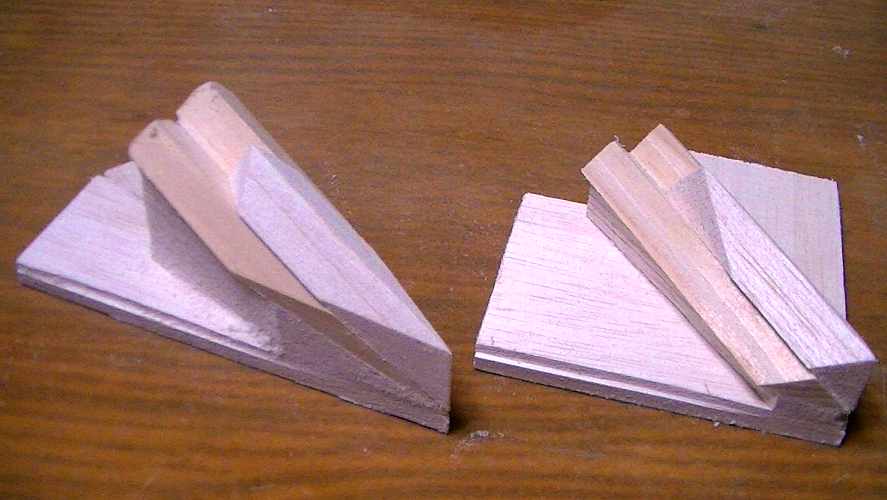
11[3,5,3,5] Compounds 多面体 製作道具
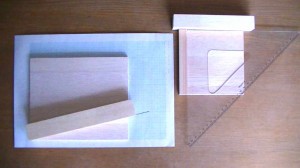
[3,5,3,5]の複合多面体 compounds の製作に必要な治具です。
高さを約 160mm にして 5×5 のすす竹でつくる予定をしています。
今回は [3,5,3,5]多面体と[3,5,3,5]双対多面体の
稜の部材の形状加工についてです。
再びの説明となります。寸法の決定については 次回にお伝えします。
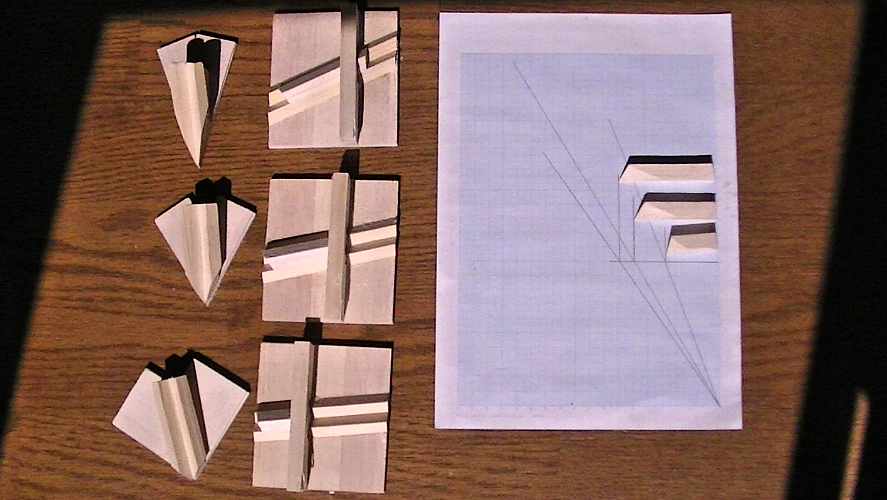
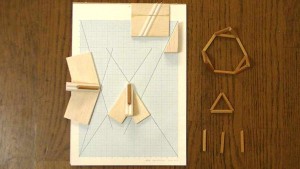
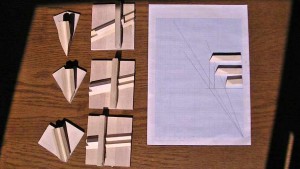
三枚あるA4の方眼紙の内の左の方眼紙の中に [3,5,3,5]多面体の治具があります。
方眼紙の左下かどから上方向 233 右方向 144の座標に線をひき、
そして 左上かどから下方向 233 右方向 144の座標に線をひき
58.28度を上下対称にプロットしています。
これが 5角形の接合角です。
この角度と90度との差(余角) が3角形の接合角(31.72度) になります。
つまり 5角形の接合角と 3角形の接合角を合計すると 丁度 90度です。
この方眼紙の右にある三角形ふたつの部材は15mmの厚みのバルサ材で、
対辺 077 底辺 237 でできる 仰角 18度の傾斜です。
これらの上にある 四角形の部材が
仰角18度の余角(72度)で切断面をつくり 寸法や形状を整える治具です。
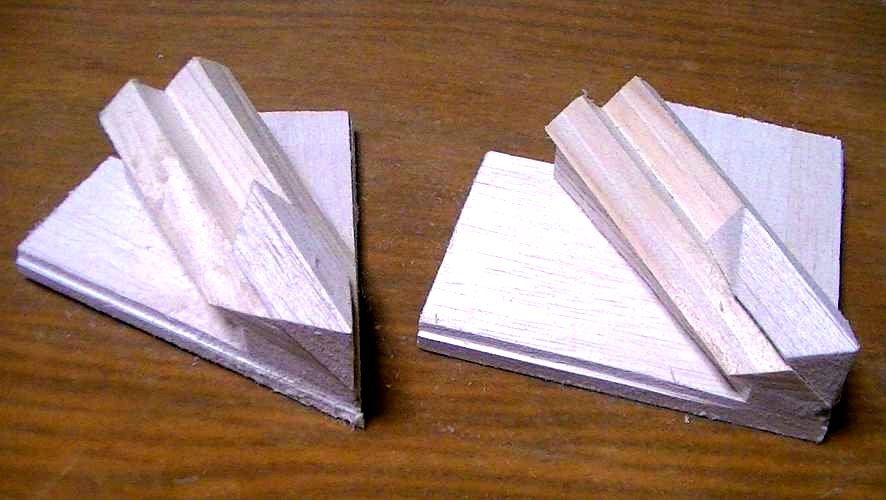
そして cradleの傾斜の溝にする部材が 2セット写っています。
この多面体には 二種類のcradleが必要です。
左に接合角 58.28度 右に接合角 31.72度のcradleと、
右に接合角 58.28度 左に接合角 31.72度のcradleとです。
つづいて この方眼紙の右の二枚の方眼紙の説明をします。
この二つで [3,5,3,5]双対多面体のcradleを作ります。
二つの内の左側の図で
5角形の中心の上にくる稜を製作するためのcradleを作ります。
方眼紙の左下かどから 右方向 178 上方向 245の座標に線をひき、
そして左右対称に 右下かどから 左方向 178 上方向 245の座標に線をひき、
5角形の上の接合角 36.00度×2 をプロットしています。
傾斜の部材は 対辺 125 底辺 250 でできる 26.57度の仰角です。
二つの内の右側の図で
3角形の中心の上にくる稜を製作するためのcradleを作ります。
方眼紙の左下かどから上方向 194 右方向 112の座標に線をひき、
そして上下対称に 左上かどから下方向 194 右方向 112の座標に線をひき、
3角形の上の接合角 60.00度×2 をにプロットしています。
傾斜の部材は 対辺 034 底辺 178 でできる 10.81度の仰角です。
11 58.283 [3,5,3,5] 5角形の接合角 ( 233/144 )
11 31.717 [3,5,3,5] 3角形の接合角 ( 144/233 )
11 18.000 [3,5,3,5] 稜の仰角 ( 077/237 )
11 36.000 双対[3,5,3,5] 5角形の中心の上にくる稜の接合角/2 ( 360/5度/2 178/245 )
11 26.565 双対[3,5,3,5] 5角形の中心の上にくる稜の仰角 ( 125/250 )
11 60.000 双対[3,5,3,5] 3角形の中心の上にくる稜の接合角/2 ( 360/3度/2 194/112 )
11 10.812 双対[3,5,3,5] 3角形の中心の上にくる稜の仰角 ( 034/178 )
2012年11月9日
06[3,6,6] 多面体 製作道具
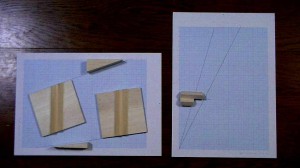
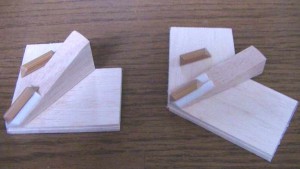
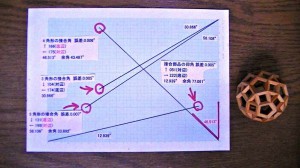
[3,6,6]の双対多面体製作に必要な 図面と治具です。
左の図にあるのが
片方の接合角が 60度 両方を合わせて 120度の cradleと、
片方の接合角が 30度 両方を合わせて 060度の cradleです。
角度決定は 対辺 112 底辺 194 で 上下対象に角度 60+60 をプロットしています。
その余角の 対辺 194 底辺 112 の斜線で 左右対称に角度 30+30 が得られます。
06 60.000 双対[3,6,6] もとの多面体の3角形の上の稜の接合角 ( 180/3度 194/112 )
06 30.000 双対[3,6,6] もとの多面体の6角形の上の稜の接合角 ( 180/6度 112/194 )
中間に置いてある用紙が二種類の仰角を得るための図面です。
左の三角形の傾斜は
対辺 056 底辺 198 で得られる 15.8度のゆるい角度です。
接合角が 120度あるcradleの仰角となります。
この角度の余角で
もとの多面体の6角形と3角形をまたぐ稜の片方の 切断面の角度にします。
06 15.793 双対[3,6,6] もとの多面体の3角形の上の稜の仰角 ( 056/198 )
その右下の三角形の傾斜は
対辺 239 底辺 169 で得られる54.7度の きつい角度です。
接合角が 60度あるcradleの仰角となります。
この角度の余角で
もとの多面体の6角形と6角形をまたぐ稜の両方の 切断面の角度にします。
06 54.736 双対[3,6,6] もとの多面体の6角形の上の稜の仰角 ( 239/169 )
右の図面で 稜の部品の寸法を決定します。
もとの多面体の高さを 70mm として
その稜と直交して接する稜の寸法にしています。
もとの多面体の6角形と3角形をまたぐ稜寸が 77.2mm。
もとの多面体の6角形と6角形をまたぐ稜寸が 128.6mmとなります。
06 1.1023 双対[3,6,6] もとの多面体の6角形と3角形をまたぐ稜寸 / 基準高 ( 194/176 )
06 1.8371 双対[3,6,6] もとの多面体の6角形と6角形をまたぐ稜寸 / 基準高 ( 248/135 )
2012年10月31日
06[3,6,6] 多面体 製作道具
[3,6,6] 切頂4面体 Truncated Tetrahedron の製作途中です。
多面体の諸量です。
06 Truncated Tetrahedron 切頂4面体
06 .90453 [3,6,6] 基本数
06 25.239 [3,6,6] 稜の仰角 ( 099/210 )
06 73.221 [3,6,6] 6角形の接合角 ( 199/060 )
06 33.557 [3,6,6] 3角形の接合角 ( 132/199 )
06 1.1726 [3,6,6] 稜寸を 1としたときの頂芯寸 ( 197/168 の比例関係 )
06 1.0607 [3,6,6] 稜寸を 1としたときの稜芯寸 ( 175/165 の比例関係 )
06 .61237 [3,6,6] 稜寸を 1としたときの 6角形の面芯寸 ( 109/178 の比例関係 )
06 1.0206 [3,6,6] 稜寸を 1としたときの 3角形の面芯寸 ( 099/097 の比例関係 )
06 1.6330 [3,6,6] 稜寸を 1としたときの 多面体の高さ
06 12.124 [3,6,6] 稜寸を 1としたときの面積
06 2.7106 [3,6,6] 稜寸を 1としたときの体積
06 [3,6,6] 6角形と 3角形の間の稜の必要個数は 12
06 [3,6,6] 6角形と 6角形の間の稜の必要個数は 06

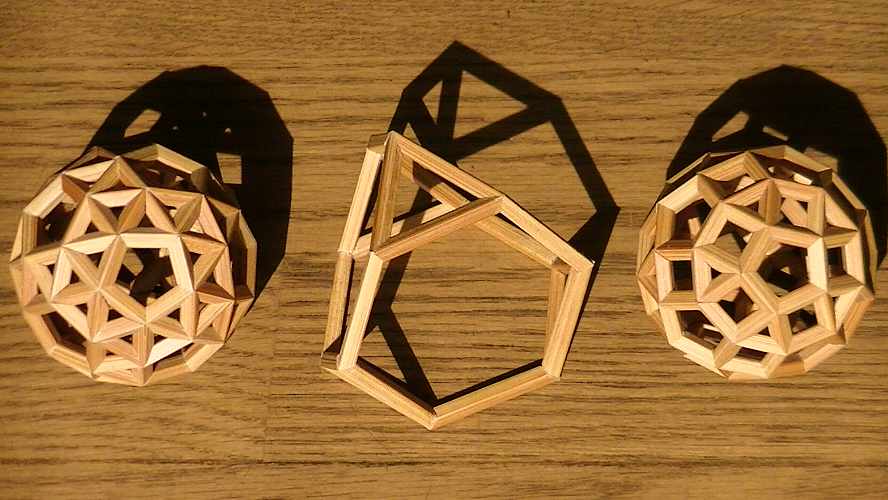
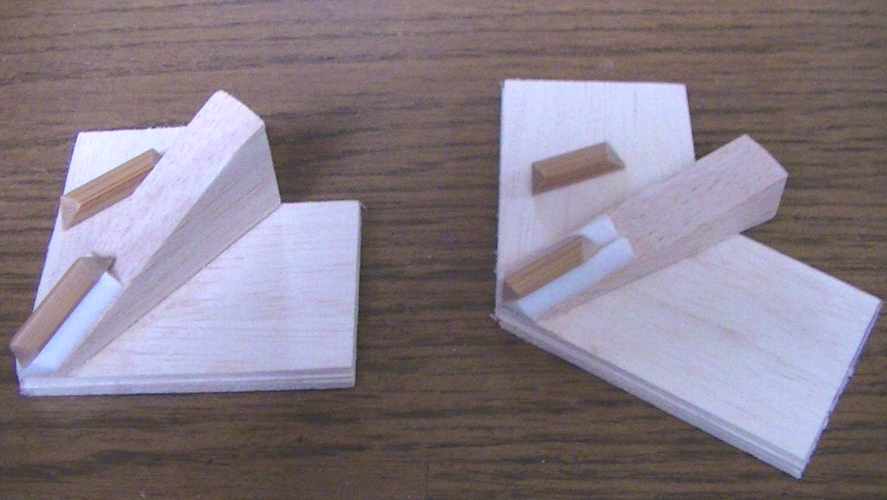
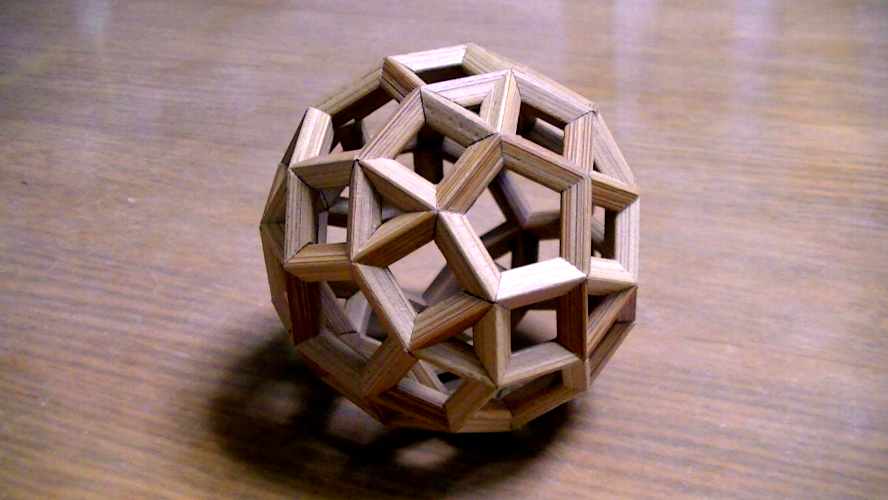
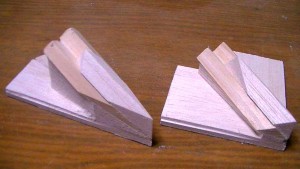
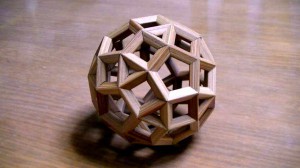
完成です。左は [3,3,3,3,5] 右は [3,4,5,4] です。
高さはどれも 7cmほどです。
多面体を並べて 展示することを考えると、
作品のどんな形状がどんな大きさでうまくバランスが取れるのか、
このことについては いつも考えさせられます。
これはうまくいっていません。
2012年10月27日
13[3,3,3,3,5] 多面体 製作道具

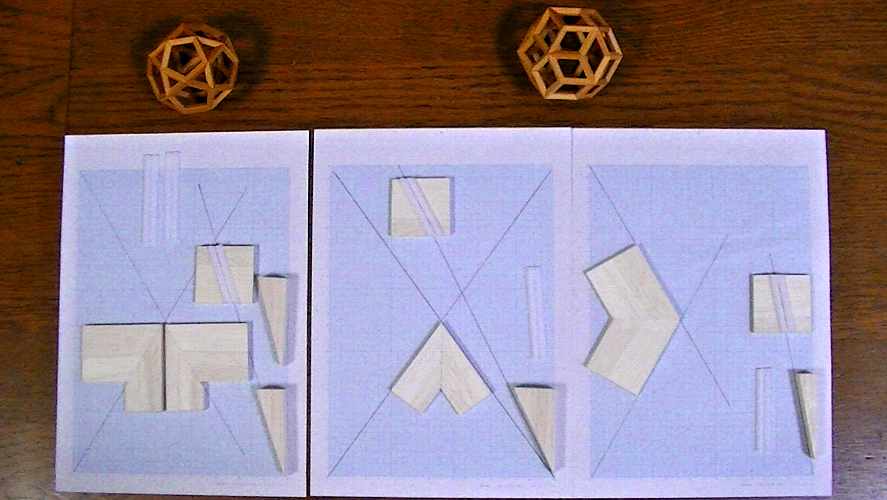
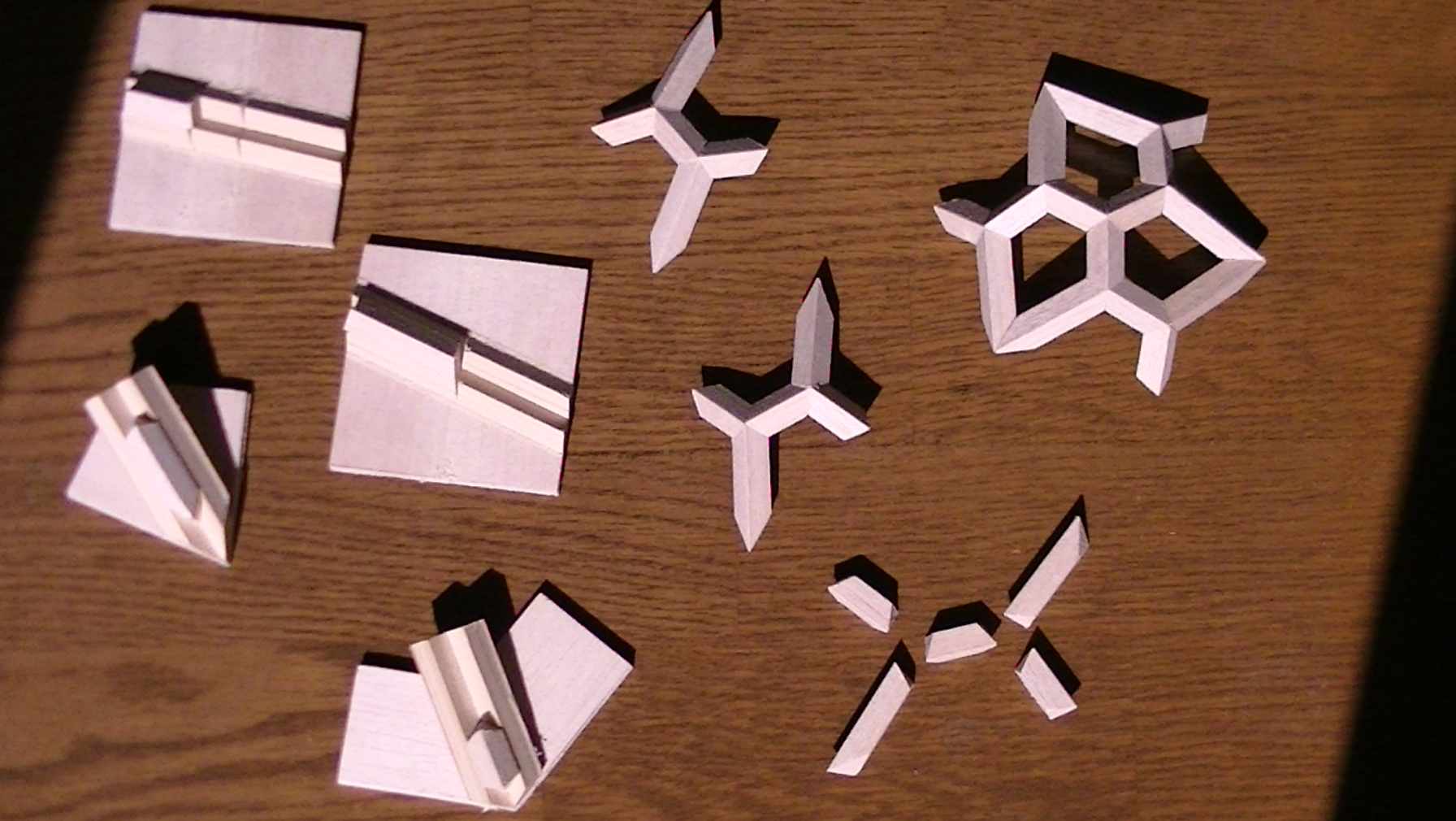
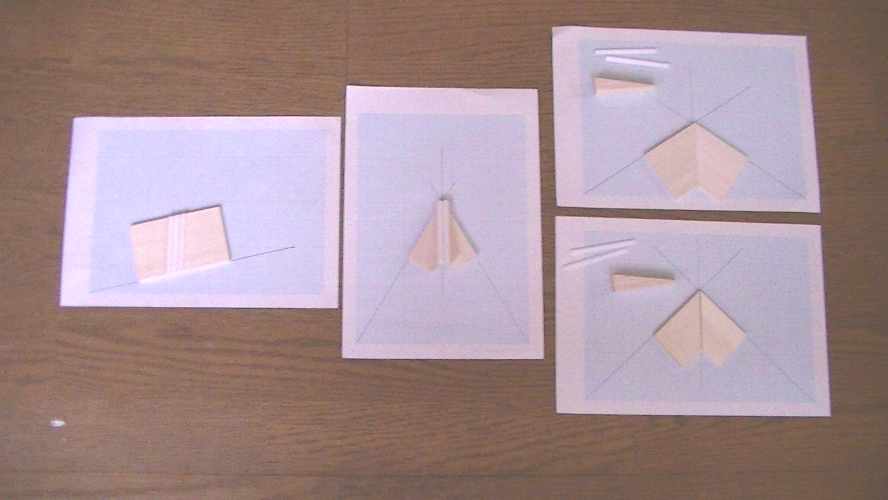
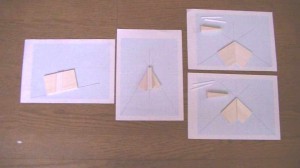
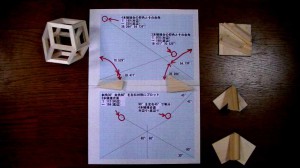
[3,3,3,3,5] 双対多面体 Pentagonal Hexecontahedron 製作途中です。
左上の四角形の板で作った部品で 三角形の面の上にくる稜の部品をカットします。
その右下の四角形の板で 五角形の面の上にくる稜の部品をカットします。
左端中ほどの 角度の鋭い加工部分のある cradle で五角形の面の上にくる稜部品を整形します。 19.158度の仰角があります。
そしてもう片方の鈍角な加工部分のある cradle で三角形の面の上にくる稜部品を整形します。 7.912度の仰角があります。
寸法の長い 三角形面と五角形面とをまたぐ稜部品はこの二つの cradle をつかいます。
寸法の短い 三角形面と三角形面とをまたぐ稜部品は鈍角な加工部分のある cradle のみをつかいます。
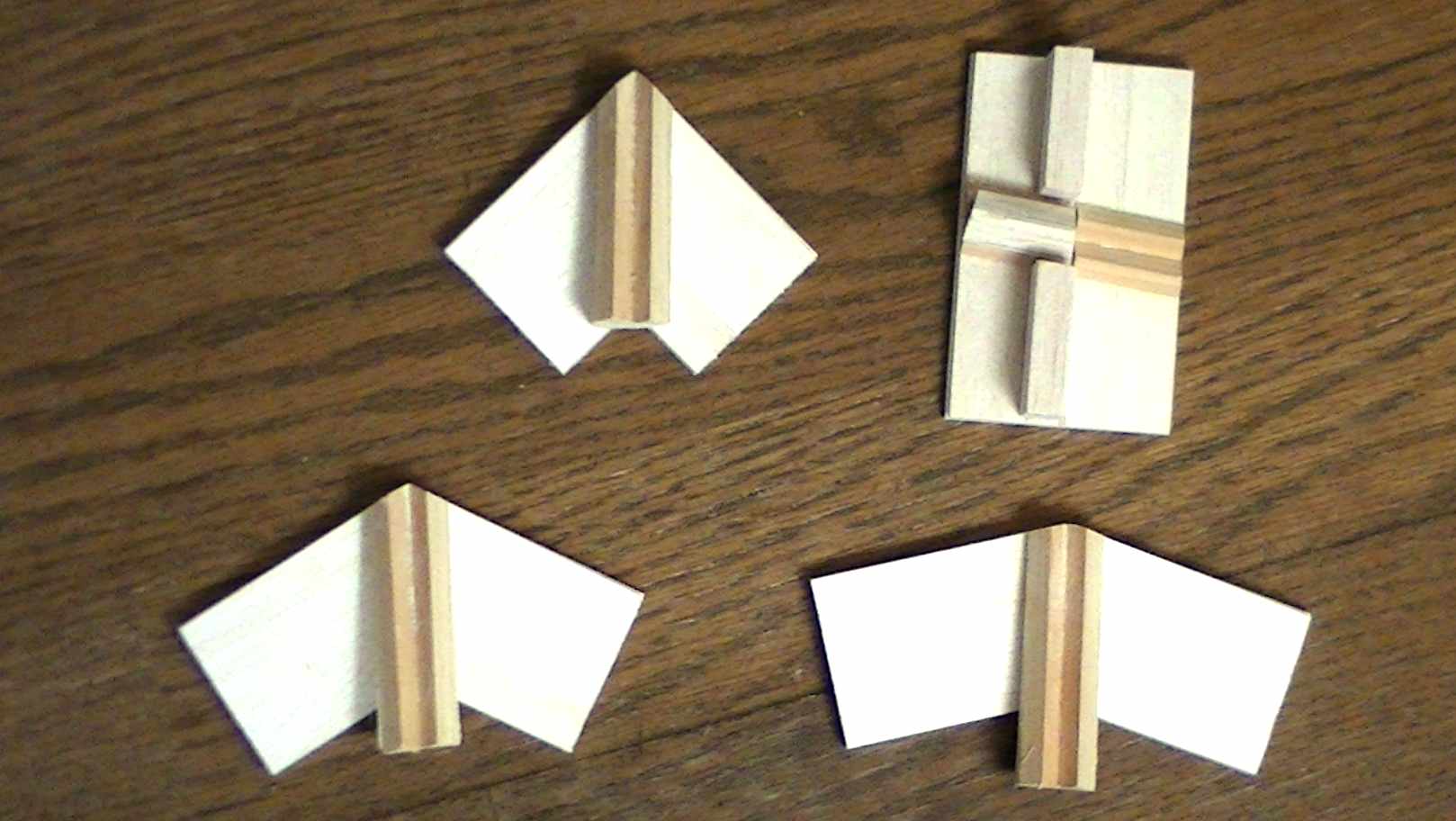
部品は二種類 (3,3形 3,5形) です。
部品を縦方向に置いた場合 以下の形状と個数でず。
三角形をつくる接合面が左右 上下ともにあるもの (3,3形) が 90個必要です。
上下どちらか一端の 左右が 三角形を そしてその反対側の 左右が五角形をつくるもの (3,5形) が 60個必要です。
この[3,3,3,3,5] 双対多面体も鏡像体が存在し 接合作業で混乱が生じる場合があります。
それを回避するための一つの方法が以下です。
元の[3,3,3,3,5] 多面体と同じように 基本的な結合部品があります。
形状が鏡像関係にある結合部品 (N形 S形) があり どちらか一方の部品の集合で多面体が完成します。
画面中ほど上に 小さい部品 (3,3形) 三つでNのような形に接合しそれに長い部品 (3,5形) を二つ結合させた結合部品が N形 です。
画面中央に 小さい部品 (3,3形) 三つでSのような形に接合しそれに長い部品 (3,5形) を二つ結合させた結合部品 (S形) があります。
今回は S形の結合部品の組合せで作業を進めてゆこうとしています。
2012年10月19日
13[3,3,3,3,5] 多面体 製作道具
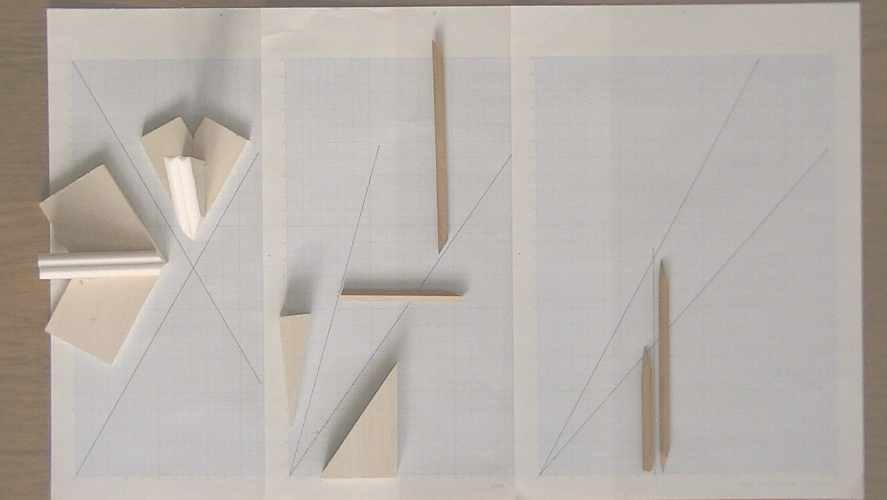
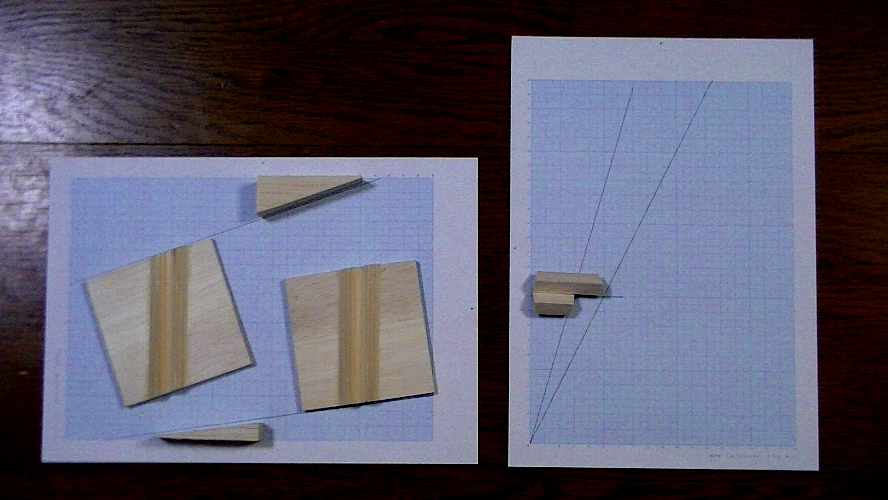
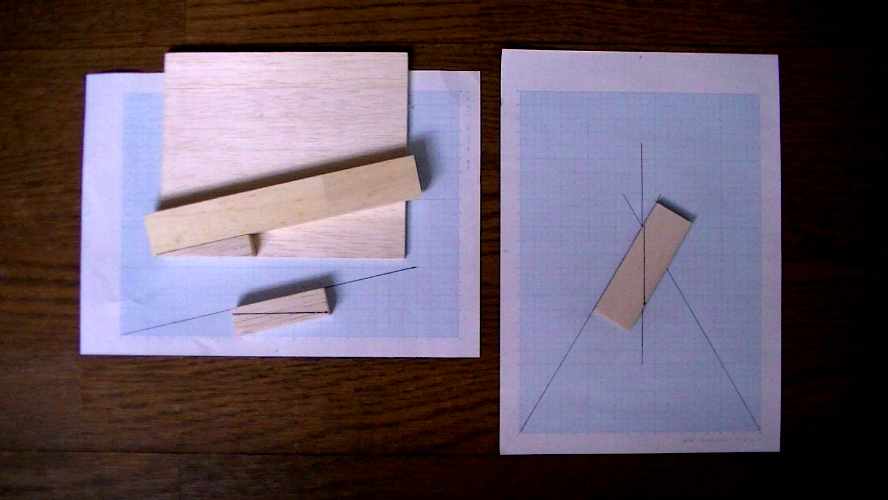
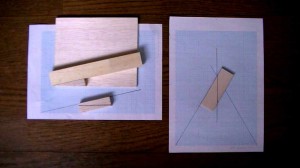
[3,3,3,3,5] 双対多面体 Pentagonal Hexecontahedron 製作に必要なもの についてお伝えします。
左のグラフ用紙の上方向にある 三角形の部品は 元の多面体 (変形12面体 Snub Dodecahedron) の 5角形の上にくる稜の仰角をつくる傾斜部品です。その角度は 底辺 213 対辺 074 で表される 斜線をプロットして得られます。
その線に沿って置いてある四角形の板が 90度から仰角を引いた角度 (余角)で稜部品をカットするものです。
10×10 の角材の断面の対角線方向にカットした形状のものを二本貼っています。
左下方向にある 三角形の部品は 元の多面体 (変形12面体 Snub Dodecahedron) の 3角形の上にくる稜の仰角をつくる傾斜部品です。
底辺 223 対辺 031 で表される 斜線をプロットして得られます。
四角形の板はその余角で稜部品をカットするものです。
右のグラフ用紙は [3,3,3,3,5] 双対多面体の稜寸を求めるものです。
二本の勾配を比較して 90度に近い方が 3角形と3角形とをまたぐ稜寸を決めるものです。
双対多面体の面から双対多面体の中芯点までの距離 (面芯寸)を 1としたとき
稜の寸法は 0.2858 になり 対辺 070 底辺 245 でグラフ用紙にその比が得られます。
二つ目の勾配の線が5角形と3角形とをまたぐ稜寸 / 面芯寸 ( 125/250 ) です。
グラフ用紙に載っている二つの部品は 面芯寸が 100mmのときの 稜の部品の寸法になっています。
2012年10月18日
13[3,3,3,3,5] 多面体 製作道具
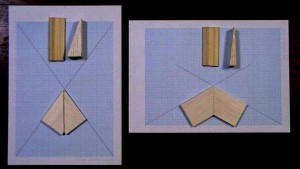
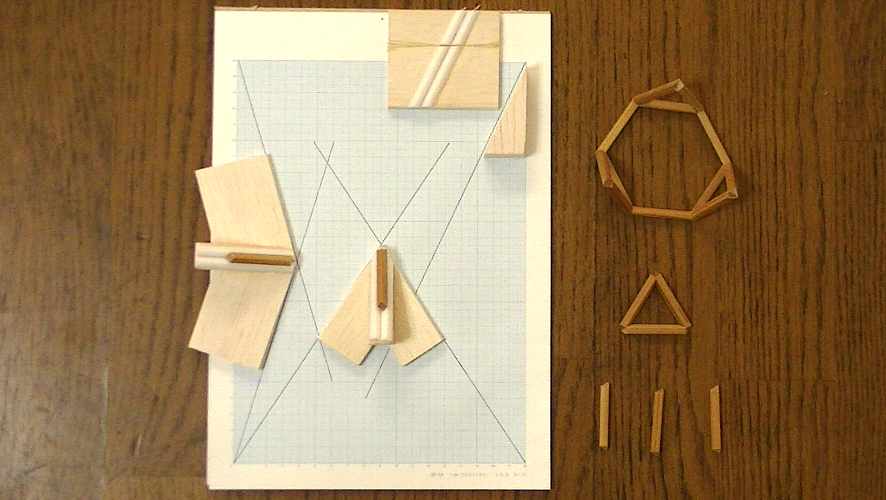
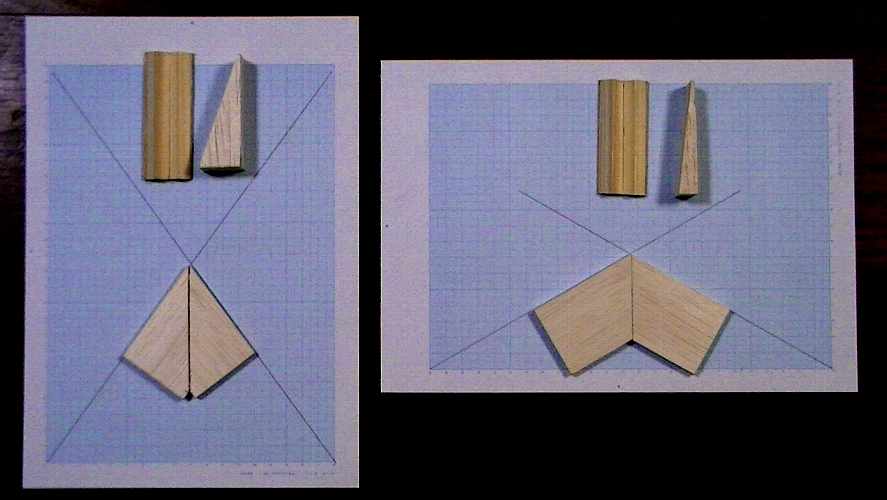
[3,3,3,3,5] 双対多面体の クレィドル cradle の製作中です。
左側のグラフ用紙の上に乗った部品の説明をします。
元の多面体 (変形12面体 Snub Dodecahedron) の
5角形の上にくる稜をつくる cradle です。
接合角は 72度で 左右それぞれ 36度 (360/5/2度 178/245) になります。
その角度は 底辺 245 対辺 178 で表される 斜線を
左右対称にプロットして得られます。
その上方向にある 三角形の部品は
19.158度 (074/213) の仰角をつくる傾斜部品です。
その角度は 底辺 213 対辺 074 で表される 斜線をプロットして得られます。
厚さが 20mm のバルサ材です。
その横にあるのが 巾 30mm の薄板の上に部品を貼ったものです。
10×10 の角材の断面の対角線方向にカットした形状のものを二本貼っています。
対角線方向を下にしています。
右側のグラフ用紙の上に乗った部品の説明をします。
元の多面体 (変形12面体 Snub Dodecahedron) の
3角形の上にくる稜をつくる cradle です。
接合角は 120度で 左右それぞれ 60度 (360/3/2度 194/112) になります。
その角度は 底辺 112 対辺 194 で表される 斜線を
左右対称にプロットして得られます。
その上方向にある 三角形の部品は
7.912度 (031/223) の仰角をつくる傾斜部品です。
その角度は 底辺 223 対辺 031 で表される 斜線をプロットして得られます。
2012年10月17日
13[3,3,3,3,5] 多面体 製作道具

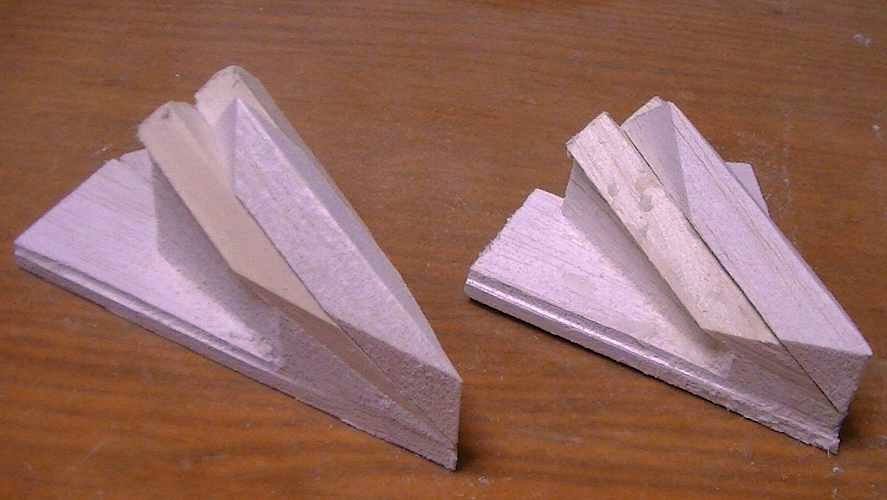
[3,3,3,3,5]準正多面体 の 変形12面体 Snub Dodecahedron の製作部品をつくってゆきます。
作業盆上の四角形の寸法カット用治具は ストッパーもガイドも付けていません。
位置決めのしるしに合わせて ノコギリでカットしてゆくだけです。
作業に慣れや 理解が進めば治具をシンプルにしてゆきます。
10×10 のバルサ材で 14cm の大きさにしようと思っています。
接合面の角度整形をする前の 部品は 1種類で 150個必要です。
仰角 13.411度は グラフ用紙に 対辺 36 底辺 151 の斜線から求め
材料カットに必要な 仰角の余角 ( 90 – 13.411 ) もこれから求めます。
寸法は 三角形の面を底にしたときの高さを 14cm として計算しました。
面芯寸は 2.0771 なので 対辺 243 底辺 117 の比例関係をグラフにプロットし
対辺 70 に対する 底辺の 実寸がその寸法で 約 33.7mm です。
もくもくと ただひたすら カット作業を進めてゆきます。
[3,3,3,3,5] 双対多面体は 10×10 のバルサ材で 20cm の大きさの製作を予定しています。
2012年10月5日
18[4,6,10] 多面体 製作道具

10角形と06角形とをまたぐ稜の製作です。
稜寸は 68.93mm です。
左が 10角形の上の稜の形状をつくるクレィドル cradle で
接合角は左右それぞれ 18度 ( 077 / 237 ) 仰角は 24.095度 ( 072/161 ) です。
右が 06角形の上の稜の形状をつくる cradle で
接合角は左右それぞれ 30度 ( 112 / 194 ) 仰角は 13.283度 ( 055/233 ) です。
10角形と04角形とをまたぐ稜の製作です。
稜寸は 58.61mm です。
左が 10角形の上の稜の形状をつくる cradle で
接合角は左右それぞれ 18度 ( 077 / 237 ) 仰角は 24.095度 ( 072/161 ) です。
右が 04角形の上の稜の形状をつくる cradle で
接合角は左右それぞれ 45度 ( 180 / 180 ) 仰角は 7.623度 ( 019/142 ) です。

06角形と04角形とをまたぐ稜の製作です。
稜寸は 37.31mm です。
左が 06角形の上の稜の形状をつくる cradle で
接合角は左右それぞれ 30度 ( 112 / 194 ) 仰角は 13.283度 ( 055/233 ) です。
右が 04角形の上の稜の形状をつくる cradle で
接合角は左右それぞれ 45度 ( 180 / 180 ) 仰角は 7.623度 ( 019/142 ) です。
2012年9月28日
18[4,6,10] 多面体 製作道具
双対 [4,6,10] をつくるための治具や図です。
私は左ききのため画像は 左右反転しています。
今回は 10×10 のバルサ材で 高さ 20cm の大きさに作る予定です。
画面の右の図は 面芯寸 100mm に対する稜の寸法を決定するためのものです。
前回お伝えした 諸量 (下の三行 )をもとにしてグラフ用紙に 図を描いています。
18 0.6893 ( 122 / 177 ) 双対[4,6,10] 10角形と06角形とをまたぐ稜寸 / 面芯寸
18 0.5861 ( 143 / 244 ) 双対[4,6,10] 10角形と04角形とをまたぐ稜寸 / 面芯寸
18 0.3731 ( 075 / 201 ) 双対[4,6,10] 06角形と04角形とをまたぐ稜寸 / 面芯寸
用紙の上に置いている部品の 一番上の寸法の長いのが
10角形と06角形とをまたぐ稜で
面芯寸 100 に対し68.93 であることを 実寸で確認できます。
対辺 122 底辺 177 の傾きの線でこの比例関係が得られます。
上からみて 次の部品は 10角形と04角形とをまたぐ稜寸で
面芯寸 100 に対し 58.61 であることを 実寸で確認できます。
対辺 143 底辺 244 の傾きの線でこの比例関係が得られます。
そして 次の部品は 06角形と04角形とをまたぐ稜寸で
面芯寸 100 に対し 37.31 であることを 実寸で確認できます。
対辺 075 底辺 201 の傾きの線でこの比例関係が得られます。
左側にあるのが 上から 10角形用 6角形用 4角形用 の cradle と
寸法カット用 治具です 以下の諸量をもとにしています。
18 24.094842552110700967 双対[4,6,10] 10角形上の稜の仰角 ( 072/161 )
18 13.282525588538994676 双対[4,6,10] 06角形上の稜の仰角 ( 055/233 )
18 7.6226318593503043571 双対[4,6,10] 04角形上の稜の仰角 ( 019/142 )
18 18.000000000000000000 双対[4,6,10] 10角形上の接合角 ( 180/10度 )
18 30.000000000000000000 双対[4,6,10] 06角形上の接合角 ( 180/06度 )
18 45.000000000000000000 双対[4,6,10] 04角形上の接合角 ( 180/04度 )
18度は 077 / 237 30度は 112 / 194 45度は 180 / 180 で得られます。
2012年9月27日
18[4,6,10] 多面体 製作道具

[4,6,10] 製作のクレィドル cradle です。
画面上中は 四角形に接する稜を作る cradle で
左右の接合角がそれぞれ 45.504度 ( 対辺 172 / 底辺 169 の角度 )
仰角が 7.556度 ( 対辺 026 / 底辺 196 の角度 ) になっています。
画面下左は 六角形に接する稜を作る cradle で
左右の接合角がそれぞれ 60.881度( 対辺 228 / 底辺 127 の角度 )
仰角は上と同じく 7.556度 になっています。
画面下右は 十角形に接する稜を作る cradle で
左右の接合角がそれぞれ 73.615度( 対辺 238 / 底辺 070 の角度 )
仰角はこれも同じく 7.556度 になっています。
画面上右は
部品の接合面の加工をする前の 一定の稜寸にカット整形する cradle です。
今回は
10×10 のバルサ材を 29mm の稜寸でカットします ( 完成品の高さは約 20cm )。
カットと整形を この cradle 一つで行っています。
カットの角度は 仰角 7.556度 ( 対辺 026 / 底辺 196 ) の余角
82.444度 ( 対辺 196 / 底辺 026 ) です。

画面下にあるのは 寸法カットし角度整形した部品です 180個必要です。
接合面の加工をする 三種類の部品の説明をします。
画面上左から一つ目の縦状態の部品が 十角形と六角形との間の稜部品。
画面上左から二つ目の縦状態の部品が 六角形と四角形との間の稜部品。
画面上左から三つ目の縦状態の部品が 十角形と四角形との間の稜部品。
画面上右が 三種類の部品を接合したもので。
この組合せ形状 ( 鏡面対称を含めて ) で [4,6,10] の頂を形成します。
私は この組合せ形状 ( 鏡面対称を含めず ) を 60個を作り
それを基本部品として 組み立ててゆこうと思っています。
2012年9月20日
08[3,4,4,4] 多面体 製作道具
[3,4,4,4]双対多面体製作に必要な
二種類のクレィドル cradle とその加工完成部品です。
左側の cradle で [3,4,4,4]準正多面体 の四角形面の中心の上で稜が
四本集まる双対多面体部品を加工します。
接合面は 左右それぞれ 45度 仰角は 22.5度です。
右側の cradle で [3,4,4,4]準正多面体 の三角形面の中心の上で稜が
三本集まる双対多面体部品を加工します。
接合面は 左右それぞれ 60度 仰角は 12.8度です。
四角形と四角形を渡る部品を 24個作ります。
接合面はどちらの側も両面とも 45度で合わせて 90度です。
四角形と三角形を渡る部品を 24個作ります。
接合面は片側が両面とも 45度で合わせて 90度になり
もう一方の片側が両面とも 60度で合わせて 120度になります。
2012年9月8日
14[3,4,5,4] 多面体 製作道具

久しぶりの投稿です。
今日のブログの表題を
斜方20・12面体 [ 3,4,5,4 ] とせず sashimono [ 3,4,5,4 ] としましたのは
私が多面体を作るときにいつも意識している
“指物” という言葉を伝えたかったからです。
指物は 日本の “伝統的な木工芸” の職人技を表す造作物の一つです。
今ある手持ちの道具で 表せる可能性を強く追求し
妥協を避けながら できるだけ速やかに できるだけ正確に作ろう
という職人意識が強く感じられ 大変好きな言葉です。
“指物” とせず “sashimono” としたのは
日本においてだけでなく 広く通用する意味のある言葉だと思っているからです。
私もそのような作品を作りたいと 願いをこめて sashimono と表記しました。
まだ[ 3,4,5,4 ]は 部品の製作中です
その作業の中で気づいたことをお伝えします。
クレィドル cradle 製作の提案として
それぞれ左右対称の 三角面用 四角面用 そして五角面用と三つ作ることを
お伝えしましたが それだけの cradle では
私自身の実際の製作作業では 混乱か生じました。
四角用と五角用の接合面をもつ部品製作で
右が四角 左が五角で
その部品を 180度回転させると 左は四角で右は五角なのですが
単純反復作業では 頭の中が空っぽになってしまい ミスが多発しました。
(これは 私個人の能力や性格の問題かもしれませんが)
写真に写っている作業台の 左上の cradle は
左五角 右四角 下は 左四角 右五角です。
一つの cradle で 部品の一つの端を加工し
他の端をもう一つの cradle で加工するという作業に変更をしました。
しかし 両端を一つの cradle で加工してしまうというミスもあり
色分けか 番号づけして
二種類使用が必要と感覚的に判るようにしようかと思っています。
それらの cradle の右にあるのは ルーペ付きキーホゥルダーの ルーペです。
接眼レンズは直径 10mm で 10mm の対象物が 視野に入ります。
わりと値のはる 光学機器とよぶべきルーペと比較して
遜色なしというより 小額で手にしたこちらの方が気に入っています。
作業台右の二つの cradle は 三角面と四角面がセットになった部品の製作用です。
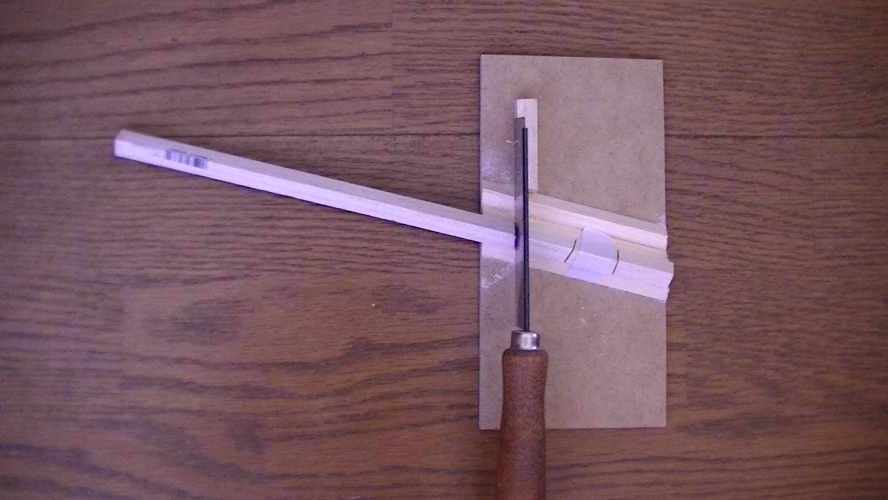
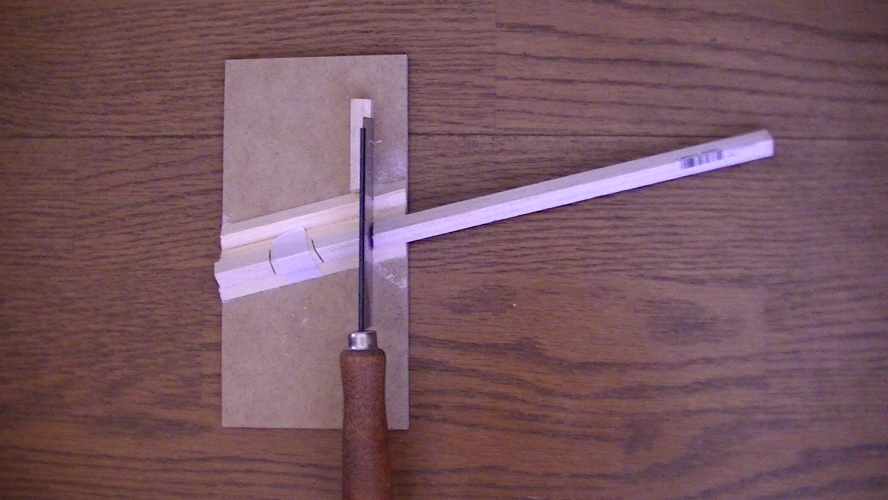
画面下のグラフ用紙は 仰角(12.9度) を表わすのに
筆記具でなく カッターナイフを用いて表示したことにより 分割されています。
これは一種の “けがき” です。
けがきは 金属加工や 指物つくりで 線引きや 位置決めに使われる技法で
シャープな線が引けます。
“けがき針” という 先の尖った金属棒を用います。
私は用紙に線をプロットする場合にも カッターナイフを用いることがあり
より鋭い線が得られるからです。
画面左上は 完成した 60個の 四角と三角の接合面がセットの部品が袋に入っています。
画面右上は 完成30 未完成30 のもう一種類の部品です。
5×5 の 稜寸 16mm のプラ棒です。
左下の袋に入った部品は稜寸 16mm で 5×5 のラフカットのバルサ材 120個です。
2012年8月10日
14[3,4,5,4] 多面体 製作道具

前回お伝えした画像の 左右反転前の左きき用の治具ですが
この治具でも 右用に使えます。
ストッパーに当てて定寸にカットする部材部分をフリーにして
のこぎりの左側のカットすると余りになる部分を固定して作業するのです。
次の作業として 余りの角棒のカットされた面をドレサーで整形し
その整形面を 治具のストッパーに当てて 同じ作業を続ける場合
この治具では 角棒を上のストッパーのない溝に 向きを変えることなく置いて
ドレサーで整形できるからです。
なぜこのような事を くどくどと説明しているかといいますと
[ 3,4,5,4 ] を完成させるのに必要なこの治具でつくる部品点数は 1種類のみで 120個です。
1mm の数分の一の精度 (特に部品寸法が 20mmほどか それ以下の場合)で
継続して “もくもくと” 加工していく必要があります。
私は今回 高さ約 70mm 部品寸法 約 16mm の [ 3,4,5,4 ] を作ろうと思っています。
以前にもお伝えしたことがありますが
製作する部品の一つでも 精度の悪いものが混じってしまうと 努力の割りに不本意な作品が
できてしまう場合があります。
少しでも作業性を上げて 良品を作り続けられる環境が必要だからです。
2012年8月2日
14[3,4,5,4] 多面体 製作道具

[ 3,4,5,4 ] の製作部品を 仰角(12.9度) の余角の 77.1度でカットする治具です。
私は左ききですが この写真は右用です (左きき用の画像を左右反転しています)。
今回は 5×5 の角棒で製作するつもりですが 説明のため 10×10 用です。
三角棒でできた溝に置いている木片を左から説明します。
左端に乗った部品は
その右にある部品 (テープで固定しています) が左方向にずれないよう溝に接着しています。
テープで固定した部品は 取り外しして寸法変更が可能です。
77.1度に右の面は整形しています これをストッパーとして 77.1度に整形した角棒を当て
定寸で 77.1度の角度でカットします。
これから切断加工をしようとする角材の ストッパーにあてる面は
のこぎりでカットした荒い表面のままか ドレサーで整形後の面かが考えられますが
私は ドレサーで整形後にカットする方法をとっています。
両面がラフなまま 必要個数カット後に 両面整形する部品より
片面のみ整形する部品のほうが 寸法誤差のばらつきが少なく
歩留まりや 作業性が 優れていると 私は思います。
用いる道具や 作業者の 技量 性格や 好みによっても違ってくるでしょう。
私は治具やクレィドルは 消耗品だと思っています。
だから その都度作っていますし 形状も同じでばありません。
ある作品を作るために作った治具やクレィドルは いつ再度利用するかわかりません。
100パーセント完全にできたとは 到底思えませんし
時間がたてば 変形 ゆがみも発生します。
今の自分は 過去よりアイデアも増えているだろうし 技量もアップしているはずです。
2012年7月31日
14[3,4,5,4] 多面体 製作道具
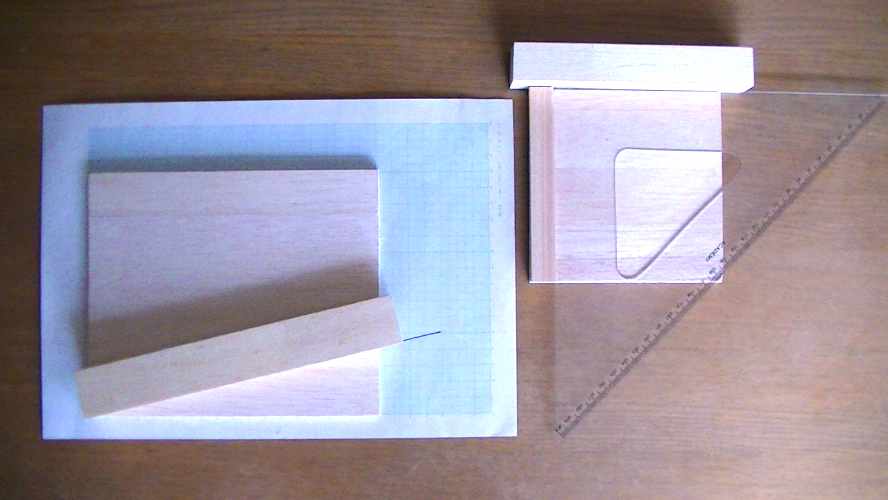
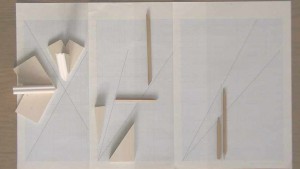
斜方20・12面体 [ 3,4,5,4 ] 製作に必要なクレィドルの作りかたをお伝えします。
左に表示の 斜線を引いた長方形の木片は 15×20×70 のバルサ材です。
15mm巾で 12.9度の傾斜で角材を 必要な接合角で加工するクレィドルの部品です。
20×70 の面を上にして 70mmの方向の部分をグラフの斜線に合わせ
横方向の直線に平行に 20×70 の面に斜線を引きます。
もう一つの20×70 の面に斜めに線を引く作業方法は
70mmの方向の部分を 横方向の直線に合わせる方法もありますが
参照する斜線は 1本しかなく 位置あわせ作業に スムーズさに欠けます。
バルサ材を斜線に沿ってカットし ラフな面を上の治具で 12.9度の傾斜に整形します。
右に表示のグラフ用紙には 底辺 104 対辺 174 で 角度 59.1度 ( 90度-30.9度)の線を
左右から引き 両線の交わるところは 30.9度+30.9度 となっていて
[ 3,4,5,4 ]の 三角部分の接合面をつくる クレィドルのガイドの部品です。
寸法は 6×30×90 で 切断部を合わせて 接合面を 30.9度+30.9度にします。
画面まん中が 12.9度の仰角で 製作部品の接合面を 30.9度にするクレィドルで
先端の整形はまだですが 斜面に断面が直角二等辺三角形のプラ棒を貼っています。
プラ棒の断面寸法ですが 斜辺が約 7mm 左右の辺が 5mm です。
今まで 製作見本として 作ってきました模型は 10×10 のバルサ材だったので
かなりのかさ張りがあり 今後は 5×5 のプラ棒で見本を作ろうかなと思っています。
右側の上が 底辺 195 対辺 131 で 角度 33.9度 ( 90度-56.1度)の線を
左右から引き 両線の交わるところは 56.1度+56.1度 となっていて
5角形の接合面を作るクレィドルの製作途中です。
右側の下が 底辺 175 対辺 166 で 角度 43.5度 ( 90度-46.5度)の線を
左右から引き 両線の交わるところは 46.5度+46.5度 となっていて
4角形の接合面を作るクレィドルの製作途中です。
左側の治具は 仰角(12.9度) の余角の 77.1度で製作部品をカットするために
台の板を 12.9度傾け 三角棒を垂直方向に接着しています。
溝が 2本あるのは ストッパーのないフリーな溝も必要なためです。
2012年7月27日
多面体 製作道具
多面体製作において あると便利と思える治具の製作プロセスについて お伝えします。
右の三角定規の下にある 6×120×120 の板材は 90度の加工面を作るための治具です。
上に角材 (25×25×150) を置いているのは
三角定規を板材の直線と正確に一致させるためです。
目視で定規をあてると知らぬ間にずれたり 精度が悪くなったりします。
左の縦方向に 5×15×120 の板材を定規にあてて接着します。
定規に合わせて書いた直線にそって接着するより精度が高くなります。
接着剤は木工用ボンドを お勧めします 接着後に位置修正が可能です。
両面テープや 合成ゴム系接着剤での接合は 微調整が困難です。
左側は斜方20・12面体 [ 3,4,5,4 ] の仰角 (12.9度) のクレィドルを作るための治具です。
板材 (6×150×180) を グラフ用紙にあわせ角材 (15×30×200) を 対辺 51 底辺 222で
グラフ用紙に表示した斜線方向に置き 両面テープで接着します。
ドレサーが接する クレィドルや治具の直線部分は
すべて購入した材料のオリジナルな 加工面を使っています。
購入後の加工でできた直線は 精度が低く 極力使用を避けるべきです。
繰り返しですが ここでお伝えしている治具の数値は 手もちの材料をもとに決定したもので
限定的なものではありません
2012年7月26日
多面体 製作道具

あらためて 多面体製作に必要なものを 説明します。
画面の中ほどにある木製の盆は 加工作業中に発生した木の屑の飛散を防ぐためのものです。
縦 235mm 横 355mm 深さ 14mm で 100円で買ったものです。
その右にある 14×50×27 の木材 2本を下にして
6×15×27 の板を両面テープでこの盆に固定します。
盆の裏には すべり止めマットを貼っています。
ほとんどの 製作加工をこの板の台の上でおこなっています。
木の屑の発生 特に細かい木の粉 の発生に対し 注意することが大切です。
防塵マスクを付ける必要がある場合も考えられます まめな クリーニングや掃除が必要です。
盆の上にある 25×25×95 の木材片に 平目の平面ドレサーを貼っています。
このドレサーの巾は 20mmで 5mmの隙間ができます。
これは 切削する材料を固定し定まった形にするガイドの 形状を損ねないためです。
ガイド ( 6mmの厚みに統一) の一部を切削加工時点で
加工している部品と一緒に削ることが必要な場合もありますので 5mmの隙間にしています。
直角を表す形状をしたものがその下にありますが スコヤという道具です。
直角を判定するためだけの道具といえるもので 絶対に必要かといえば NOです。
画面左に三角定規を載せていますが これで間に合います でも
直角の確認が多くの作業にある木工加工において 象徴的な道具です。
精密な木工加工を楽しむ者としては 手にしていたいものです。
三角定規は大きめのを載せています。
グラフ用紙での角度決定か゛主流ですが
90度 45度 30度 60度 の表示には こちらのほうが優れています。
のこぎりは 切断面がきれいに仕上がる 細密加工用です。
ここでお伝えした 材料やその寸法は
たまたま私の手もとにある材料にあわせて決定したもので
あくまでも 参考としてお伝えしています。
2012年7月24日
14[3,4,5,4] Excel 多面体 製作道具
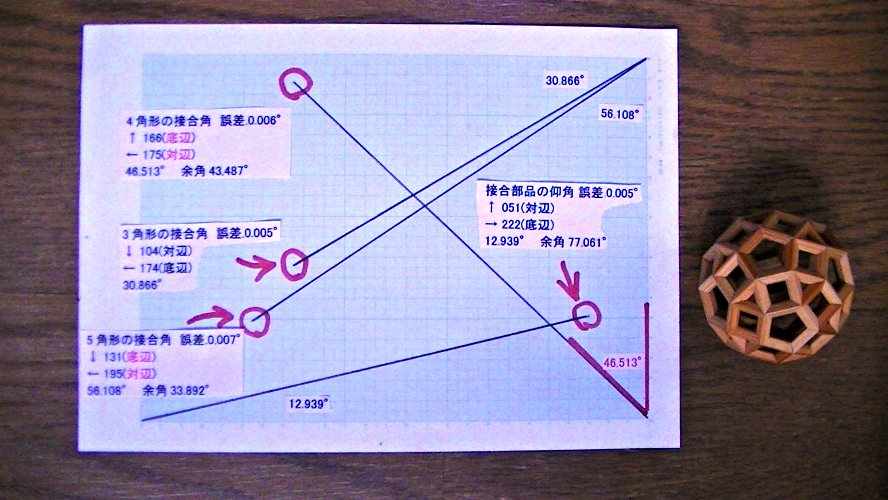
前回お伝えした 画像内容に不備がありましたので 訂正した画像を掲載します。
画像をクリックすれば より大きな画面になります。
左上の 4角形の接合角 ↑166(対辺) を ↑166(底辺)
←175(底辺) を ←175(対辺) に。
左下の 5角形の接合角 ↓131(対辺) を ↓131(底辺)
←195(底辺) を ←195(対辺) に。
右下の 46.513°の表示位置 が誤っていました ご迷惑をお許しください。
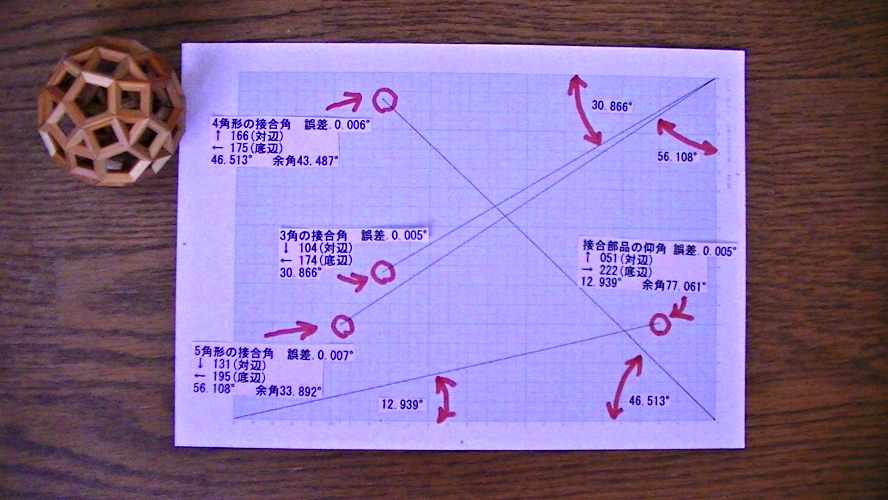
製作に必要な角度の参考にすべき基本データを A4のグラフ用紙で表示することを
このブログではお勧めしています。
分度器よりも A4のグラフ用紙のほうが
今 手ぢかにあるものの中で最も精度が高く表示でき
扱いやすいものとして はるかに優れています。
数値計算は 以前お伝えした エクセルでおこなうことを説明しましたが
A4 のグラフ用紙での表示は
対辺のマクシマムが 180 であり 底辺のマクシマムが 250 のため
45度以上の角度は 90度から 求める角度をマイナスし 余角の数値で計算し
分数の分子が 分母より小になるようにする必要があります。
また 分子の値も 180以下の計算結果を読み取る必要があり
” =SMALL(D2:D81;1) ←1行目 E 列 ” の (D2:D81;1) の 1 の値を (D2:D81;2)
など 数値を上げてゆくことが必要になる場合も起こります。
かなり煩雑な作業のように思えますが。
確かに 小数点以下の角度まで意識することは 日常生活ではほとんどありませんし
余角とは 90度からある角度(90度より小) を引いた値である
という概念もあまり必要ありません。
しかし 何かをしたいがそれをするのには必要だとなれば
理解しようとする気も湧き 楽しいものです。
いずれ BASIC での計算も お伝えしようと思っています。
2012年7月21日
14[3,4,5,4] 多面体 製作道具

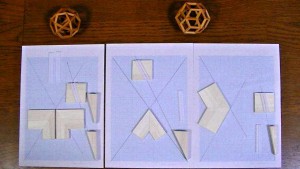
斜方20・12面体 [ 3,4,5,4 ]の 製作用図です。
[ 3,4,5,4 ]とある通り 一つの頂に正多角形が 3,4,5,4 と集まっています。
このブログでお伝えしている 多面体模型は レオナルドスタイル(Leonardo-style) ですが
レオナルド ダ ヴィンチ(Leonardo da Vinci) の絵に見えるスタイルは “透けた多角形” の立体として面角を残し 面の形状で表現しようとしてると私には思えます。
私は “太さのある線” の立体として 多面体を 捉えようとしています。
また 当時 どれくらい三角関数の恩恵があったのか 調べてみたいと思っています。
[ 3,4,5,4 ]は 準正多面体 なので 仰角は一種類 ( 12.939°余角=77.061°)です。
部品の稜線を縦方向に向けると
片方の上下の接合角が四角形をつくる接合角 ( 46.513°余角=43.487°)
もう片方の上下が 三角形をつくる接合角 ( 30.866°) の部品が 60個と
片方の上下の接合角が四角形をつくる接合角 ( 46.513°余角=43.487°)
もう片方の上下が 五角形をつくる接合角 ( 56.108°余角=33.892°) の部品 60個必要です。
上記の部品を作るためのクレィドルは
仰角 12.939°に余角の 77.061°でカットした面を垂直にし加工する 三種類があります。
左右 三角形用 左右 四角形用 左右 五角形用 です。
くれぐれも注意してください。
部品の稜線を縦方向に向けた場合 上下の切削形状が 面対象になるようにです。
接合方法をお伝えします あくまでも一つの方法です。
三角形を作る切削面のある部品で 三角形を 20個作り
五角形を作る切削面のある部品で 五角形を 12個作り
完成した多面体を参考( Wikipedia 等でも 色々な情報が得られます ) に
五角形と三角形を接合してゆきます。
アバウトな説明ですが 作業はこれで進むと思います。
2012年7月16日
05[3,4,3,4] 多面体 製作道具
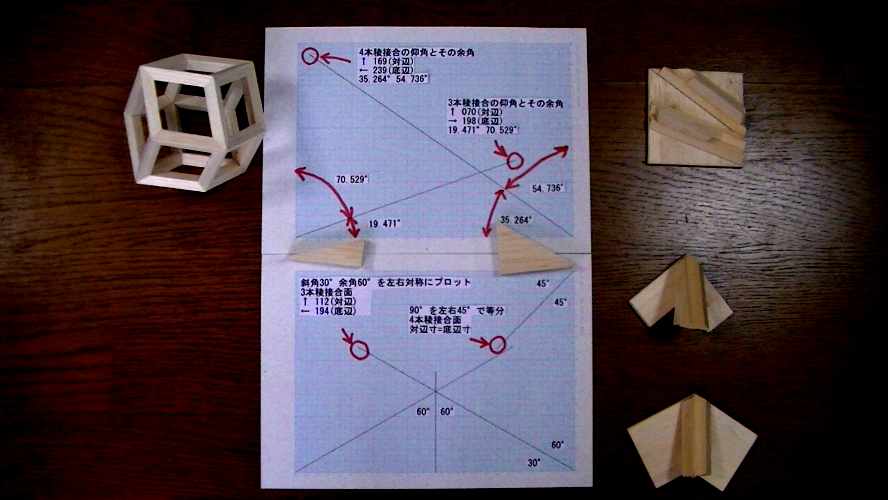
立方八面体[ 3,4,3,4 ] の 双対多面体 菱形十二面体の 製作関連画面です。
双対多面体の製作部品の特徴は 稜線を上下方向に向けたとき
上下両端の接合形状は接合面角度 仰角が異なり 左右形状は同じです。
右上のクレィドルは仰角19.471度の余角70.529度の角度で一つの端の整形面をつくり
もう一端を仰角35.264度の余角54.736度の整形面にします。
19.471度 は 対辺 070 底辺 198 35.264度 は 対辺 169 底辺 239。
右中のクレィドルは左右45度の角度で
仰角35.264度の溝に置き 余角54.736度の整形面を垂直にして整形します。
右下のクレィドルは左右60度の角度で
仰角19.471度の溝に置き 余角70.529度の整形面を垂直にして整形します。
多面体の大きさ(高さ)と稜の寸法の関係をお伝えします。
立方八面体の三角形を底にした場合の高さと菱形十二面体の高さを 1 とすると
稜の寸法は 0.612 になります。
立方八面体の四角形を底にした場合 高さ 1 に対し 稜寸は 0.707 です。
24個の部品の同一形状どおしを接合してゆけば あっけなく完成します。
次回は上の画像と同じ斜方20・12面体 [ 3,4,5,4 ]について お伝えしようと思います。
今までとは違って 説明難度が相当高いです。
2012年7月3日
<
1
2
3
4
>