製作道具
09[5,5,5] 多面体 製作道具
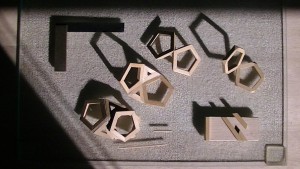
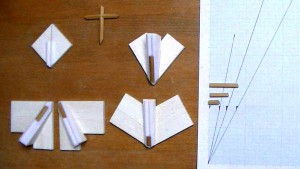
シリーズで お伝えしている [5,5,5] Dodecahedron 正12面体 についてです。
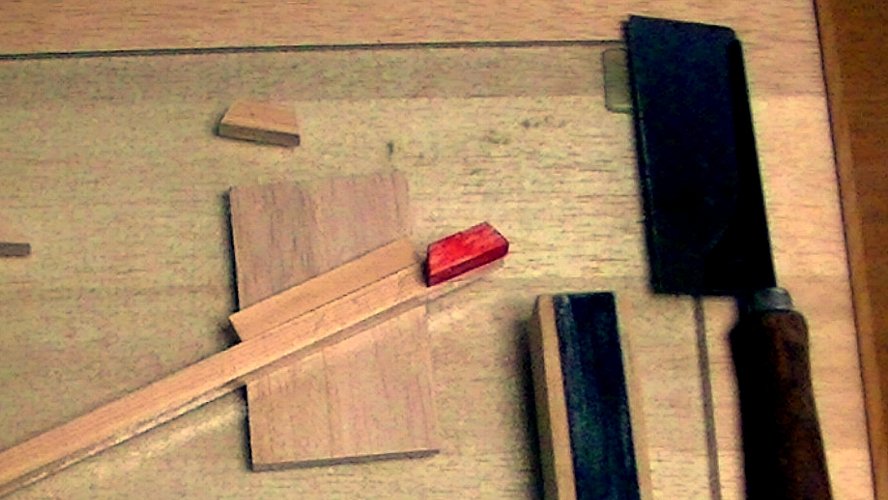
2 × 10× 30 の板棒の5枚組みを 作っています。
基準となるべき形状に加工し
5枚貼り合わせた部材を マザーとしています。赤く塗ったものがそれです。
セロテープて5枚結合した板棒の 切断部位と方向を 確認しているところです。
左右 69.1 度ぼどの角度の面をもつ 10× 10× 30 の 部材を 6個作ろうとしています。
のこぎりで切断した面は その都度 材料棒の面と部材の面の 両方を
治具で 整形し 部材は 基準と比較し 寸法合わせまでしています。
作業手順は 色々と考えられますが
私はこの方法が 歩留まりや 作業性 の面でいいと思っています。

私は 部材を整形する道具を ドレサーと いっています。
ドレサー ( dresser ) は 工業用語としては
以下のような意味があるようです。
使用を続けている中で 劣化が進み 性能が低下した道具の表面を
整え その部位の機能を回復させるもの。
加工途中の製品の表面を
平滑にし整え より完成品に近づけるもの。
2016年1月9日
11[3,5,3,5] 多面体 製作道具
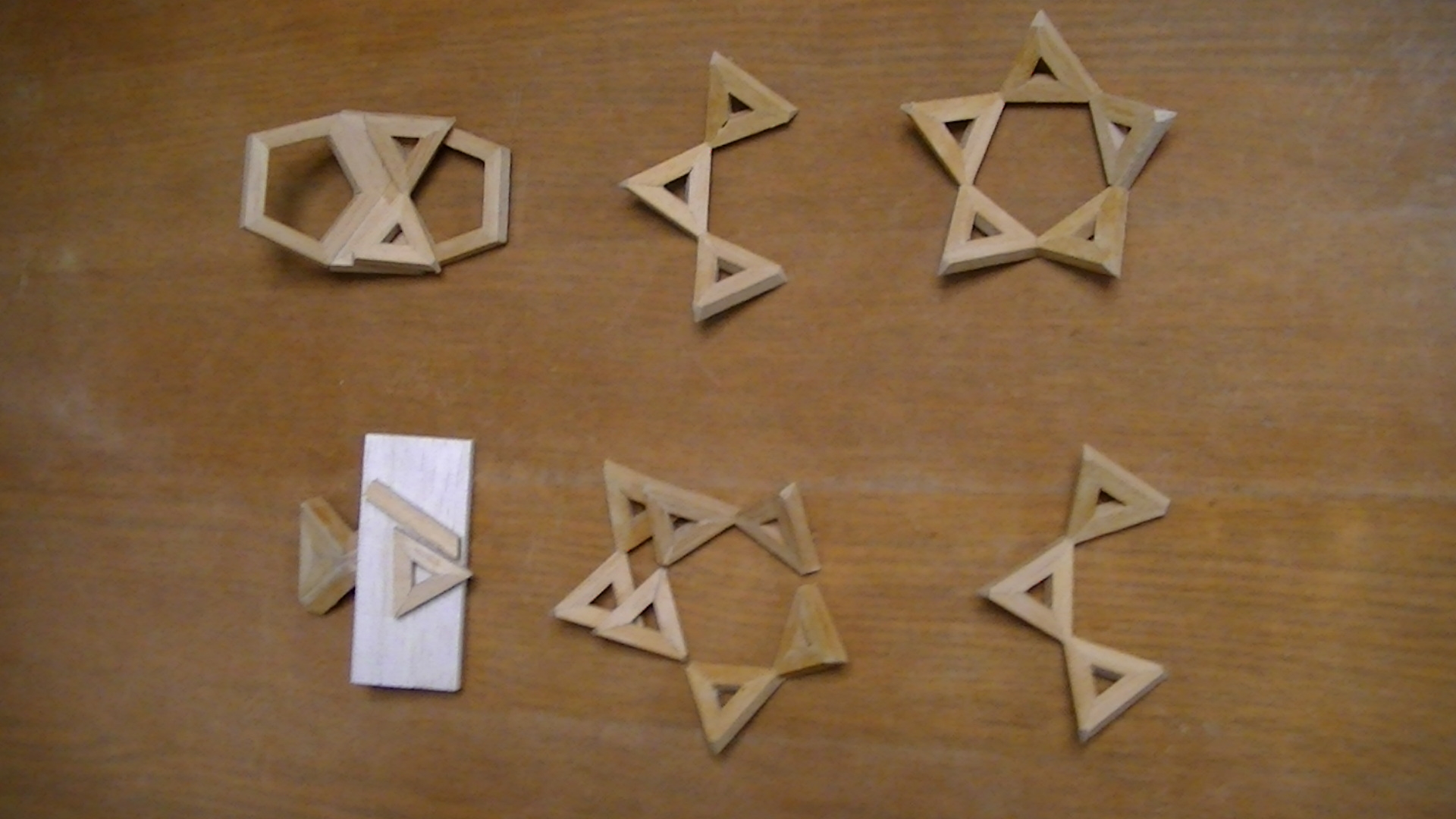
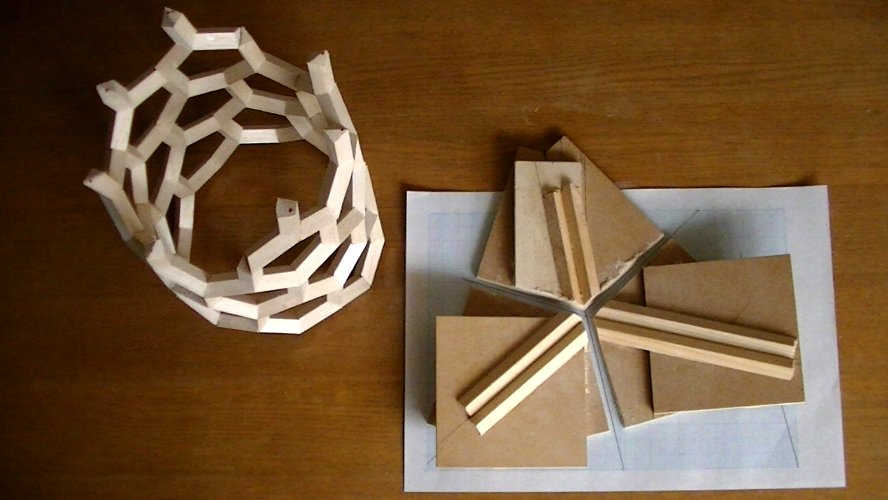
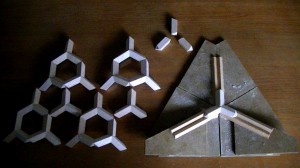
[3,5,3,5] を 角棒の正三角形のみで作る方法を お伝えします。
[3,5,3,5] の製作説明シリーズは 今回までにしようと思ってます。
三角形や治具の作り方は
前回までの説明で 理解されているものとします。
角材で作った 正三角形 20個を かどとかどとを接合しながら
正五角形を 三角形の辺で作ると [3,5,3,5] の立体ができます。
ただこれは 理屈上のことで
実際の作業では 無重力状態でもないかぎり
位置固定の補助構造物なしに
それぞれの形状を保持しながらの 立体製作はできません。
そこで 最低でも二個の 三角形を かどとかど とを接合した
ユニットが四つ必要となります。これを 2型ユニットとします。
これは 前回も説明している 五角形と五角形を接合する治具の
三角形が向かい合った形状部分で行えます。
その作業でできた 2型ユニットに もう一つ 三角形を接合した
3型ユニットを四つ 作ります。
上に説明した 治具に2型ユニットの 三角を一つずらせて乗せ
それに三角を接合します。下の画像のような方法も考えられます。
2型ユニットの支えで 三角形と2型ユニットを接合します。
そして もう一つの 2型ユニットで 開き具合を調整します。
この 2型ユニット四つ 3型ユニット四つ を構築材料として
かど と かど とを接合しながら 正五角形を 三角形の辺で作ってゆく
という ルールに従えば パズル気分で 立体が完成します。

あと説明すべきことは 三角形の接合面の整形です。
アークサイン ( 三角形の面芯寸 / 頂芯寸 ) で
その角度が求まります。
arcsin ( 1.51152 / 1.61803 ) = 69.0950° となります。
69.0950° を直角を挟む 二辺の比として考えると
233/089 ( 69.0944°) が近似値です。
288/110 ( 69.0959°) が次に近い値です。
この値をもとに 傾斜をつくり 治具の製作をすればよいのですが
簡易な方法を お伝えします。
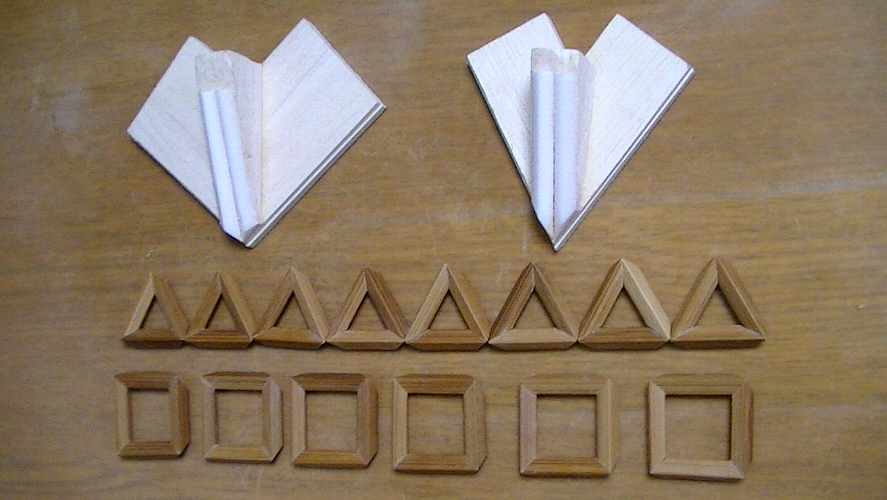
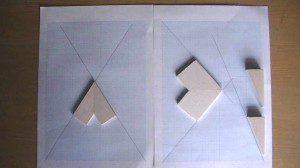
上画像の 左下のように
五角形での[3,5,3,5] を作るための治具と同じ方法で
三角形の かどと かどを合わせ
その間を 五角形の二辺だけで支える治具を作ります。
強度を高めるために しっかりと固化させます。
これだけでは 加工作業の面積が少ないため 長方形の板を貼ったり
ガイドをつけたりしています。
2015年10月13日
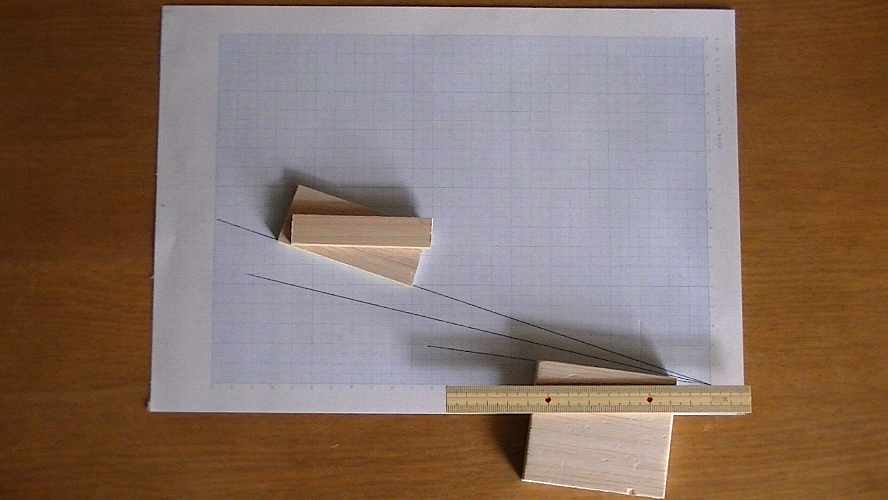
11[3,5,3,5] 多面体 製作道具
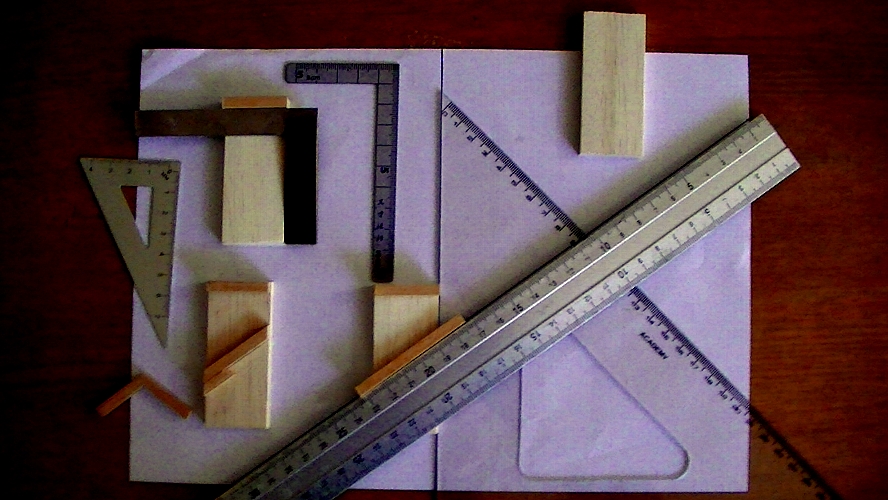
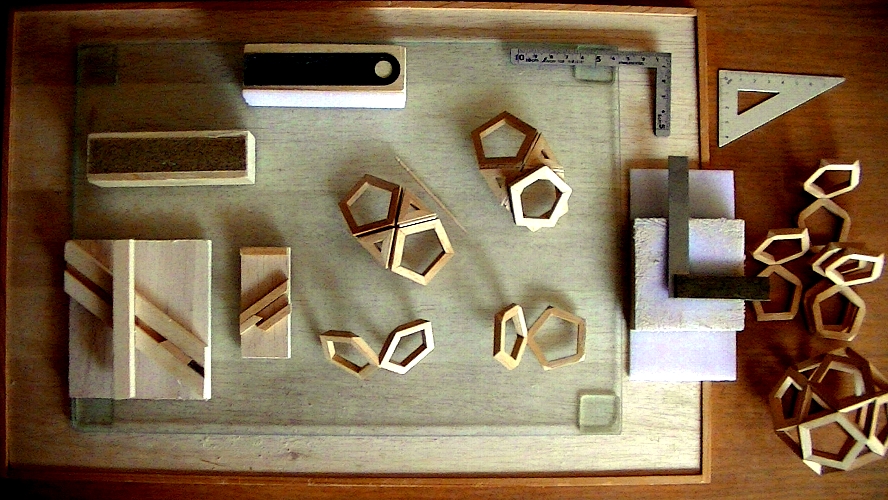
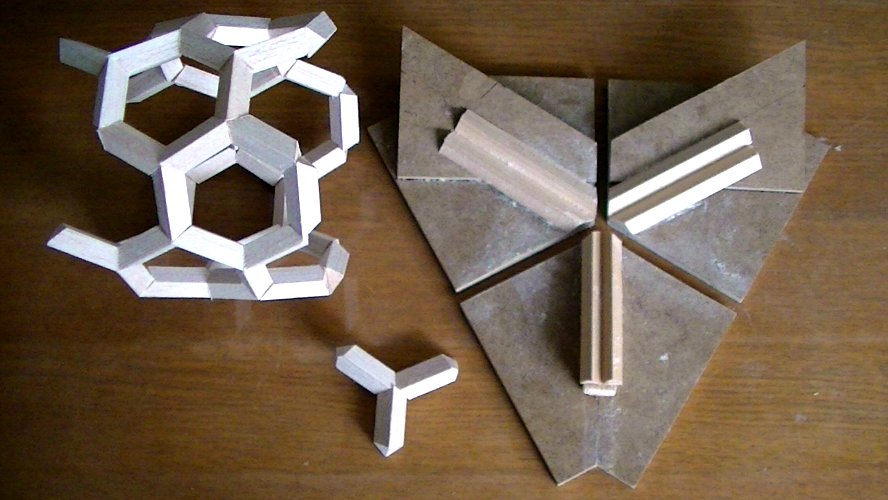
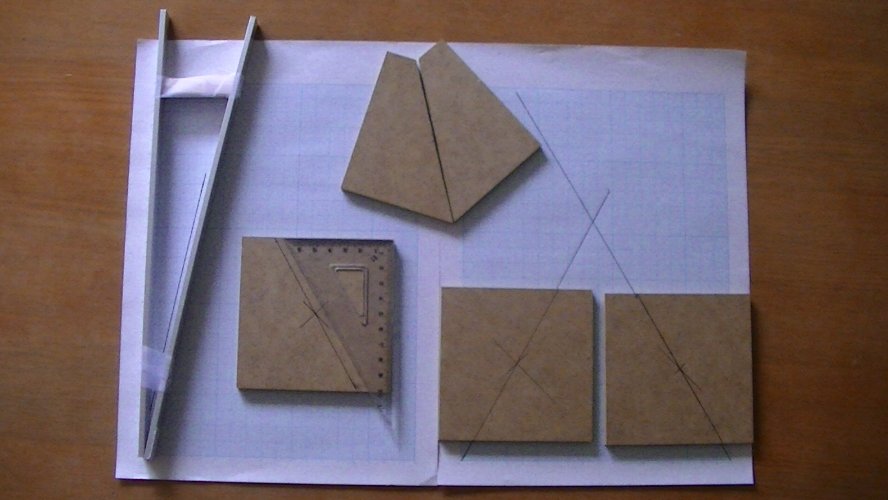
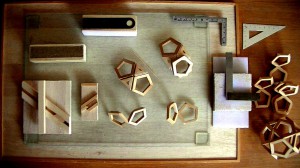
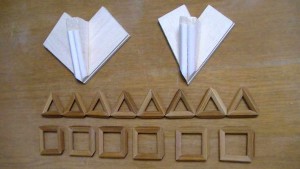
下の画像で 部品製作用治具の作り方を 前回に続いて説明します。
このブログの中の 製作道具のカテゴリーの内容と
重複するのもありますが くどくどと説明してきたついでに お伝えします。
70 × 30 × 3 mm の木片が 4 個写っています。
このくらいの寸法の木片が 治具の試作や 製作の補助する材料として
重宝することがあり事前に 複数個すでに作ってあったものを使用しています。
A4 の用紙に 用紙の右下かど から 245mm 左 178㎜ 上 の点を結んだ線と
用紙を縦方向に二つ折りにした線があります。
その線で 54° の角度の接合面を持つ 部品をつくる治具の角度決定をしています。
その定まった線に沿って 角棒を木片に接着させているところです。
さし( ruler ) と 三角定規( triangle ) で直線を決めているのは
小さい範囲のなかで 直線の方向を決定するより 誤差が少なくなるからです。
製作途中の 治具の左に完成した治具があります。
寸法決定のための ストッパーが接着されています。
その 位置決めは
マザー( mother) となる 部品をのせて決定します。
この治具の左横に この治具で整形した接合面で
二本の角棒を接合した 角度整形ガイドがあります。
このガイドの左右の寸法は
これから作ろうとしている部品の寸法に合わせています。
それそれの端は 直角に整形しています。
のこぎりで 切りっぱなしでもいい部分でも 面を整えるようにしています。
雑な部分の少ない よりシンメトリーな 治具で モノづくりをしていると
誤差や 異常に気づくのが より容易になると 思っています。
その 面を整えるためものを 板の側面に直角な棒を貼って作っています。
スコヤ ( Machinist square ) で位置決めをしています。
三角定規でそれを行うと 板の側面の直線に 目視で合わせます。
線と線か接しているのを確認するのとでは 正確性が異なります。
さしがね ( Steel square ) でも 近い作業ができますが。
少し 劣ります。
これは 私が実感した 木工作業一般でのことで
ここでの作業の 誤差やバラツキの許容範囲は あまり気にしなくてもいいです。
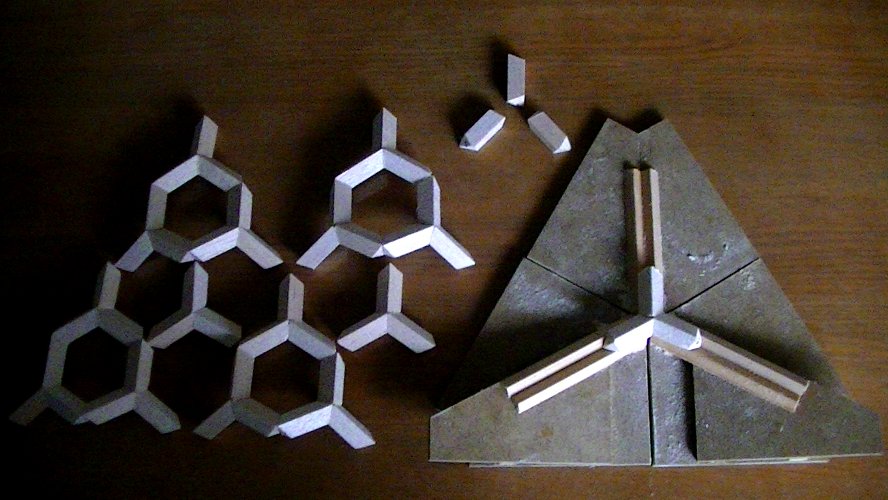
続いて 下の画像の説明です。

右上の治具で 五角形のユニットを 31.72° 傾けその かど を
垂直に 切削加工します。 粗目のサンドペーパーを貼った ドレサーで。
下にある 同じ形状の へこんだ面を上向きにした治具で 二つの五角形を接合します。
五角形を二つ接合したユニットを 六つつくります。
この形状の治具は 一つ作ればよく 撮影のために二個作っただけです。
接着剤は ここまでの作業では すべて木工用ボンドを 私は使っています。
完全に 固化した後に 次の作業に進みます。
後の作業は 思う以上に簡単だと思います。接着剤は 合成ゴム系を使っています。
二つつながった五角形を 三つつなげると 半円球状になり それらを合わせると完成です。
まったく 今まで木工もしたことのない人をも 想定しながら話を進めてきましたが
くどさだけだった 言われるかもしれません。
一人でも多く このような木工に 親しんでもらえる人が増えることを望んでいます。
2015年10月8日
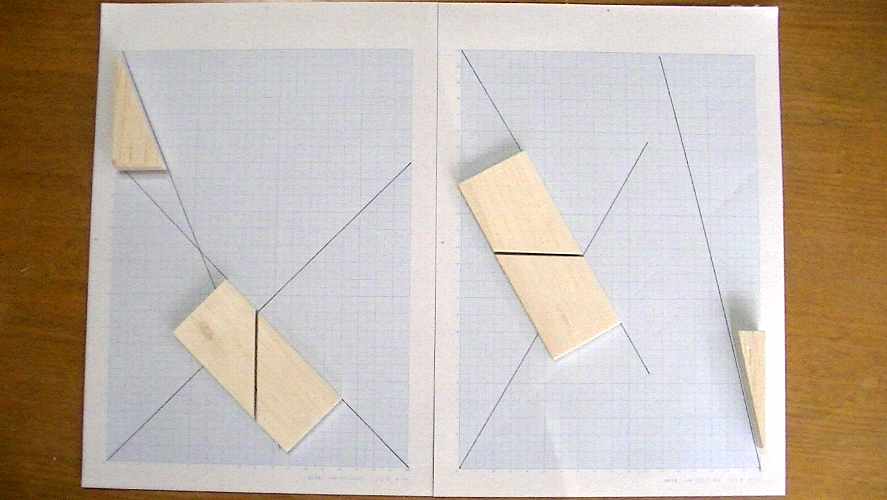
11[3,5,3,5] 多面体 製作道具
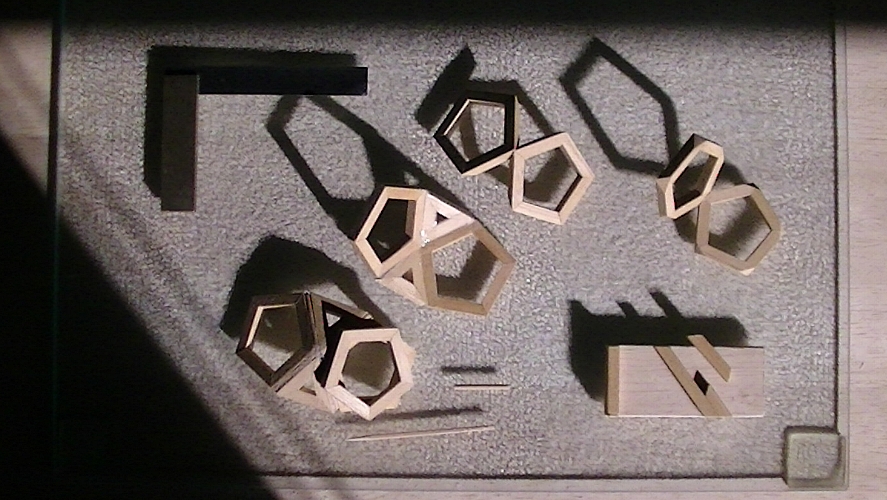
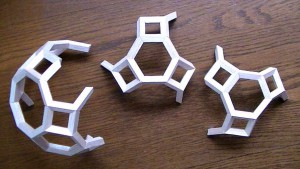
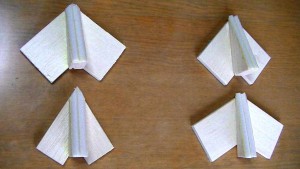
今回も [3,5,3,5] の話題をつづけます。下の画像の説明をします。
左上がスコヤ ( Machinist square ) 右下が 部品製作用治具。
右中ほどのは 二つの五角形を かど で接合したユニットで
裏から見て へこんで見える状態。
その左が ユニットを 上から見て 丸みを帯びて見える状態。
その斜め左下が治具です。二種類の多角形をつなぐため
こちらの面つまり立体形状の裏側から
透明なテープを貼った状態。形状が固化しておらず 不安定。
両面テープをつかっています。接着力の違いの種類が多く
必要でない部分にまで ねばつき があっても 活用しています。
その斜め左下も治具で 上から見て 丸みを帯びて見える状態で
形状が固化しており 安定。
立体的形状の外側が見える状態で 内側の多角形の
辺と辺は ぴったりと接しており こちら側からは 開いて見えます。
その隙間を ボンドと楊枝で埋め 固化させています。
この治具の斜面に 完全に固化した五角形形状ユニットを置き
五つある各かどを 58.28° の角度で整形します。
この治具の面の傾斜は 正確につくると 31.72° になり
五角形ユニットをその面に乗せて かど を 90° 直角に面整形をすれば
58.28° の角度の接合面になります。
説明のつづきは 次回に。
2015年10月5日
11[3,5,3,5] 多面体 製作道具
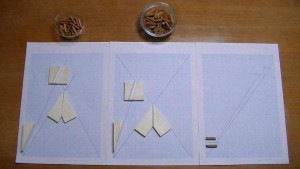
今回も [3,5,3,5] の話題をつづけます。下の画像の説明をします。
右上 にあるのが アルミ製の三角定規。
その左が さしがね ( Steel square ) 。
その左は 私が ドレサー ( Dresser ) と呼んでいるものです。
形を整え 綺麗にする の意で この用語をもちいています。
金属製の やすり ( 中目 ) が角材に貼られています。
その左下は 同じ寸法の角材に 紙やすり ( 粗目 ) が貼られています。
その下の 二つの治具は 角棒でつくる五角形の 部品の切断・整形をするもので
同じ加工作業をしますが 右が 簡略した治具です。
それらの 右横に 五角形二つを かどを向かい合わせた塊が 四つあります。
上二つが 治具で 五角形と五角形の間に 三角形と三角形があります。
そのなかの右側の治具に 五角形になったユニットを乗せています。
左のが その治具の製作途中で V 字型の隙間があり 楊枝を埋めます。
この治具で 下に二つある形状のユニットと同じものをつくります。
画像右中ほどにあるユニットもそれらで 計六個必要です。
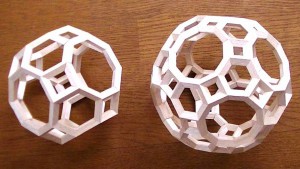
その下が 完成した多面体です。
あとは 70mm × 140mm の白い板の上に
15mm 高く 70mm × 70mm の板が貼られている治具です。
この治具に乗せて 板や角材を切断します。
今は スコヤ ( Machinist square ) が乗っています。
白い板は厚み 3mm のプラスチックの板で 簡易まな板として売られています。
上に説明した ドレサーの下面にも貼っています。
もう少し説明が必要ですが 次回にします。
2015年10月4日
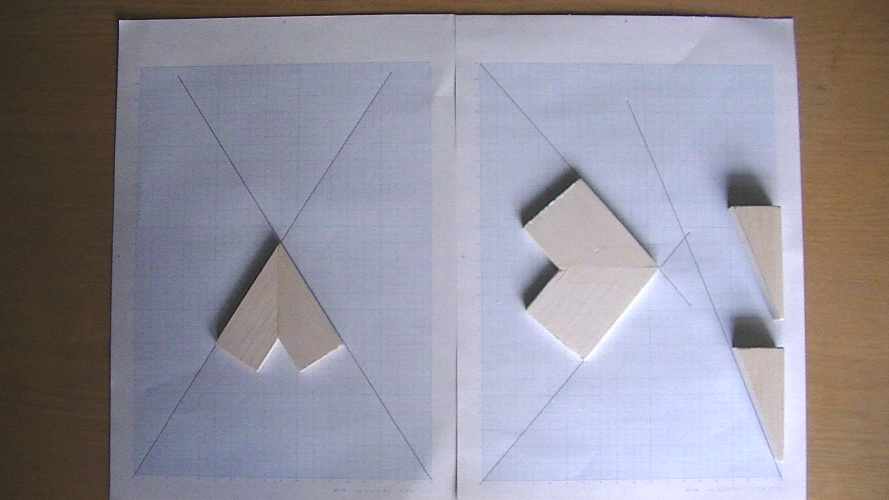
11[3,5,3,5] 多面体 製作道具
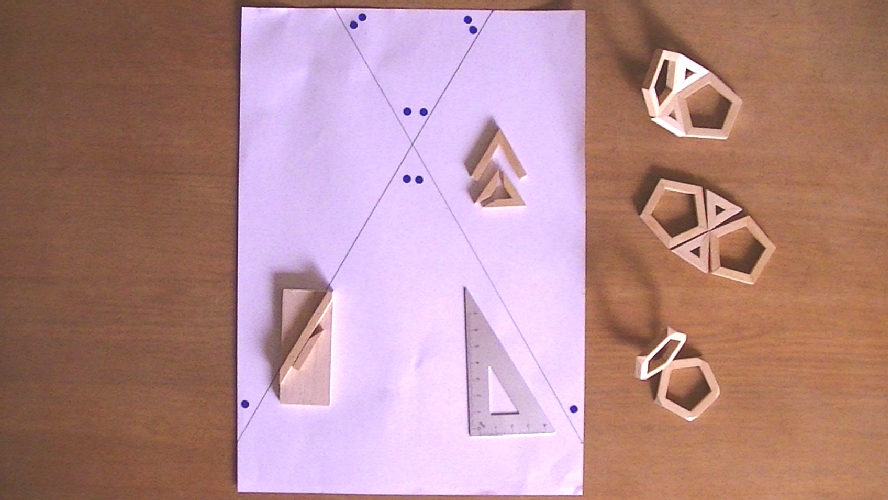
[3,5,3,5] の話題をつづけます。
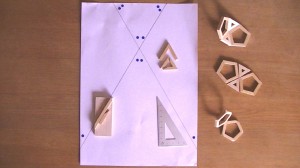
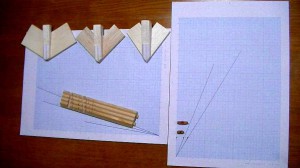
角棒で 正三角形をつくるための角度を表す シンプルな図をA4用紙で描きます。
下の画像のように。
長い巾の方向に 紙のかどから 265mm のところに 印しをつけ。
短い巾の方向に 紙のかどから 153mm のところに 印しをつけます。
その二点を通る 直線を引きます。
同じように 用紙の長方向を軸として 対象に直線を引きます。
90° 60° 30° の直角三角形が二つ クロスしている状態です。
三角形製作の作業方法は 前回の 五角形の作り方と同じとして 説明は省きます。
直角をはさむ二辺 265mm と 153mm とでできる角度は約 30.0003533° で
A4用紙に ミリメートルでの 整数比で表示できる 最も精度の高い角度です。
次は 291mm と 168mm とでできる角度で約 29.998682° です。
実際には 線を描く操作のなかで 様々なかたちで誤差の混入が生じます。
今まで説明のもとに 定寸法 定角度に 角材を整形できたとして話を進めます。
五角形で作る [3,5,3,5] は
二つの五角形の面が 58.2826° × 2 の角度で
かど が向かいあって接して結合されたユニットを
6 個 つくることを お勧めします。
上画像の 右下のユニットがそれです。
この六つのユニットの組み合わせで 簡単に 立体が完成します。
私は このユニット作成作業での接着は 木工用ボンドで行っています。
乾燥時の形状が
合成ゴム系ボンドでのものより しっかりしていると思っているからです。
粘性が弱く 完全接着まで時間がかかり 作業性に難があります。
その弱点克服に 私は 電子レンジを活用しています。
これは 私が 自己責任で 注意点をその都度確認しながら行っているものです。
お勧めしているものではありません。私の責任は回避します。
温め時間を 1 分とします。
コップ一杯の冷水を 温めます。飛散させないためその都度 冷水です。
コップは ガラス プラスチック 陶器などで
糊を含め 木材や 紙 を 一緒に温めることができます。
金属 は 不可です。金属製のうわぐすりのかかった陶器もです。
私の苦い経験では 木材だけを 1 分間暖めてしまい
台所が 霞に包まれたようになり きな臭さがなかなか消えませんでした。
面と面を接合させるための治具については 次回お話しします。
2015年10月2日
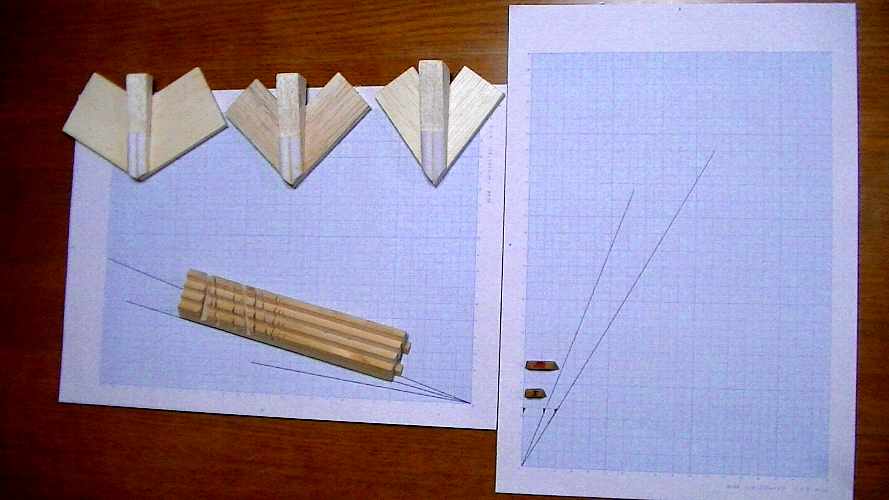
11[3,5,3,5] 多面体 製作道具
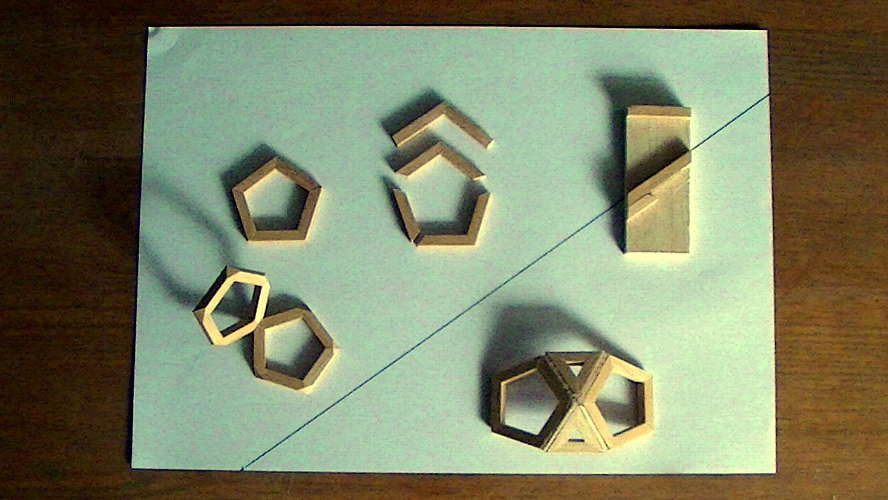
説明が 遅々として進んでいませんが [3,5,3,5] の話題をつづけます。
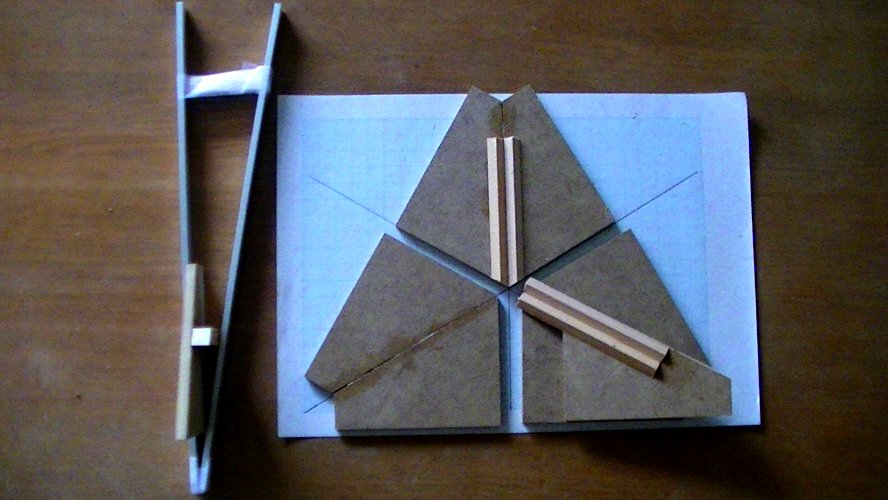
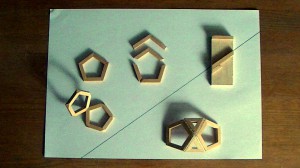
角棒で 正五角形をつくるための角度を表す シンプルな図を作ります。
角度をプロットするための用紙は 今まではグラフ用紙でしたが
今回は A4 のコピー用紙を用います。寸法は 210 × 297 ミリの 大きさです。
長い巾の方向に 紙のかどから 245mm のところに 印しをつけ。
短い巾の方向に 紙のかどから 178mm のところに 印しをつけます。
その二点を通る 直線を引きます。
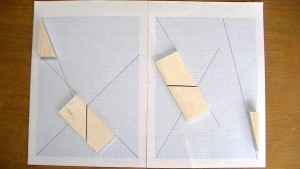
下の画像の斜めの線がそれで 90° 54° 36° の直角三角形ができています。
用紙の 縦の直線と 斜線とでできた角度が 54° で
多角形を作る材料の 角棒と角棒が接するそれぞれの角度です。
画像右がわの 縦長の治具で 角棒を定寸でカットし 整形します。
これで作った部材が 60 個必要です。
正確な角度で 接合してゆくために
108° ( 54° + 54° ) に角度をつけた治具を作っておきます。
画像中ほどの 一番上がそれです。
この図では 54° は得られても 108° は無理です。
そこで この図に 現在 表示している斜線と左右対称になるよう
同じ方法で 用紙の左下かどから計測して斜線を引きます。
2015年9月30日
11[3,5,3,5] 多面体 製作道具
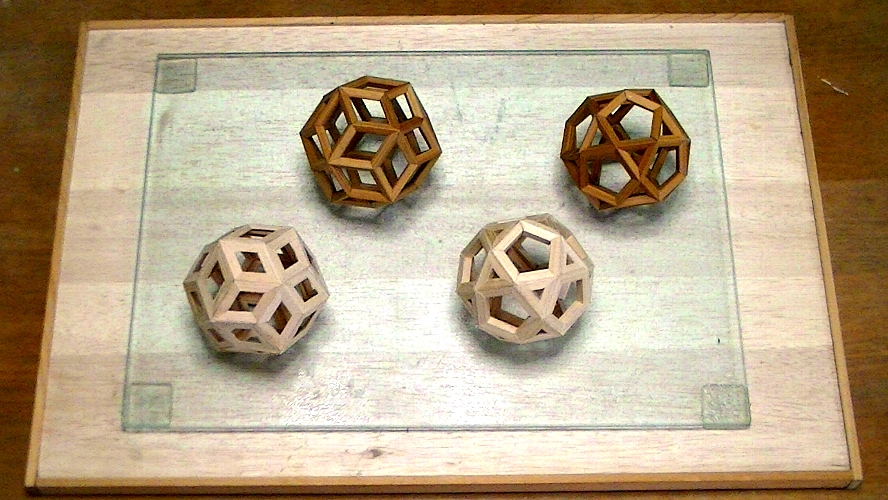
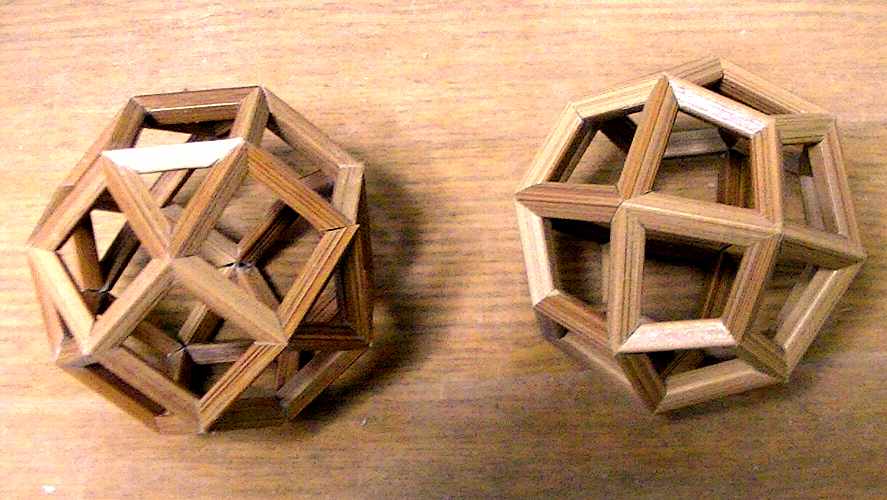
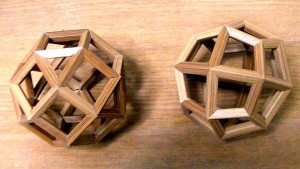
[3,5,3,5] の レオナルドスタイル双対多面 を作成している途中の画像です。
パーツを接着して 菱形のユニットを 30 個そろえる作業は完了しました。
菱形のユニットは 木工用ボンドで接合しています。
それらを 今度は 合成ゴム系ボンドで くっつけてゆきます。
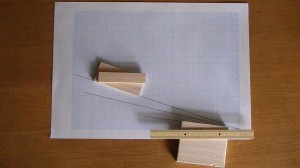
下の画像の説明をします。
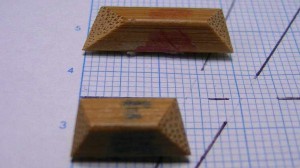
右 中ほどの 四角形の治具だけで 今回のパーツはできています。
四角形の断面の角棒を 必要な角度と寸法にカットし成形するための治具です。
溝の面は 45 度 と 45 度 で向き合っています。
この治具に 少しは判りやすいかと 3倍の寸法の角材を乗せています。
この角材は 底面と底面を水平に合わせた 三角棒を セロテープで縛っています。
この治具で加工し テープをとって広げると その左上のような
傾斜型 ( 前々回お伝えしています ) の形状にできます。
今回の 求める形状は 菱形なので 稜寸は 1 種類で 接合角も実質 1 種類です。
かどが 90 度の形状の板に 58.283 度 ( 233 / 144 ) の角度の溝を
かどを挟んで付けると もう一方の側の溝の角度は 90 – 58.283 で
31.717 度 ( 144 / 233 ) になり 必要な角度が得られます。
治具の中の 山がたにしたものは
鋭角方向で接着した 菱形の 1/2 の形状部品を整形するものです。
角度のチェックと 鈍角側の接合角と 稜寸を整えます。

上に説明した方法で 菱形が正確にできれば 後の接合は簡単です。
菱形の鈍角は 三つを 1 点に合わせ
鋭角は 1 点に 五つを合わせるというルールだけです。

上画像の多面体を乗せているのは 最近つくった 作業台です。
とても重宝しています。
ざらつきの 表面加工がされている
250mm × 350mm 4mm 厚 の強化ガラスのキッチンプレートと
5mm × 15mm の棒材で 3mm ほどの高さに縁どりした
300mm × 450mm のファルカタ集成材です。
プレートの裏には キッチングッズを絵にした フィルムが張られていました。
それを剥がすのにすこし苦労しましたが 頑張りました。 いい出来です。
¥100 で get したことでも気に入っています。
四隅に防振クッションをつけています。
2015年7月22日
BASIC Carbon nanotube 製作道具
カイラル指数 (7,2) の カイラル型の cradle と製作途中の作品です。

以下に その諸量計算の プログラムを載せておきます。
これで コンパクトにしたつもりです。
私の考えている ロジックでは このような形になりました。
多面体や球体以上に 円柱空間の理解に苦労しました。
計算した諸量での模型製作はうまくいっているようです。
製作方法等の説明は 後日しようと思っています。
! ■ カイラルタイプの carbon nanotube 模型の諸量計算 ■
! 正三角形充填平面を その辺に沿って 山折りや谷折りを加え
! 蛇腹状 ( bellows ) に加工された平面を筒状にし
! その三角形の全ての "かど" が接する円柱との結合体を考える
! 円柱の周方向にある 三角形の辺を "底辺" とし
! 底辺に向かい合う三角形の "かど" を "上かど" とする
! 底辺の両端二点を面巾とする長平面を考える
! 円柱軸と平行で 円柱に接する平面であり "底面" とする
! 同様に ある二点が面巾となり円柱と接する長平面を "補助面" とする
! 底面の 円柱軸と平行方向を y 直角方向を x 垂直方向を z とする
! 底辺の中点の (x,y,z) を (0,0,0) とする
OPTION ANGLE RADIANS ! ラジアンで計算する
01
LET a001=7 ! n ( n > m )
LET a002=2 ! m ( m < n )
IF a002/a001=0 OR a002/a001=1 THEN
PRINT "(";a001;",";a002;")";
PRINT "計算停止 !!"
PRINT "カイラル type のみの計算をします"
STOP
END IF
LET a003=SQR(3)/2 ! 三角高 xyz
LET a004=1 ! 三角高 差
LET a005=a003+.05 ! (円柱数値調整 L)
LET a006=a003-.05 ! (円柱数値調整 S)
LET a007=a003 ! (円柱数値調整 M)
LET a008=1 ! 円柱周角チェック
LET a009=0 ! ループカウント
05
LET a007=(a005+a006)/2 ! (円柱数値調整 M)
LET a010=a001+0.5*a002 ! (nm 底辺)
LET a011=a002*a007 ! (nm 対辺)
LET a012=ATN(a011/a010) ! (nm 斜角)
!■ 以下の数値は 半径=1 として計算 ■
! 寸法は 円柱面のx方向にのみ 角度と同値
LET a013=a010/COS(a012) ! (単位底数)
LET a014=(2*PI)/a013 ! (三角底巾 xy,角 xy)
LET a015=a014*COS(a012) ! (三角底巾 x)
LET a016=a014*SIN(a012) ! 三角底巾 y
LET a017=1*SIN(a015/2)*2 ! 三角底巾 x
LET a018=ATN(a016/a017) ! nm 斜角
LET a019=SQR(a017^2+a016^2)! 三角底巾 xy
LET a020=1*COS(a015/2) ! 底央・軸寸 z
LET a021=a003*a019 ! 三角高 xyz
LET a022=a021 ! 三角高 xy
LET a023=0
10
LET a023=a023+1 ! ループカウント
LET a024=a022*SIN(a018) ! 三角高 x
LET a025=a022*COS(a018) ! 三角高 y
LET a026=ASIN(a024/1) ! 上かど傾角 xz
LET a027=a024/TAN(a026) ! 上かど・軸寸 z
LET a028=a027-a020 ! 三角高 z
LET a029=ATN(a028/a022) ! 上かど仰角
LET a030=a022/COS(a029) ! 三角高 xyz大
LET a031=a030-a021 ! 三角高 xyz差
IF ABS(a031)=a004 THEN GOTO 20 ! 三角錐底面傾き修正
LET a004=ABS(a031) ! 三角錐底面傾き修正
LET a022=a021*COS(a029) ! 三角錐底面傾き修正
GOTO 10
20
LET a009=a009+a023 ! ループカウント
LET a023=0
LET a032=a015*a001 ! n円柱周角
LET a033=(a015/2+a026)*a002 ! m円柱周角
LET a034=a032+a033 ! 円柱周角 xz
IF a008=a034 THEN GOTO 30
LET a008=a034
IF a034 < 2*PI THEN LET a005=a007 ! 円柱数値調整
IF a034 > 2*PI THEN LET a006=a007 ! 円柱数値調整
GOTO 05
30
! 三角錐底面の中心は底辺中央点 (0,0,0) からの位置関係として
LET a035=a021/3 ! 角錐底心 xyz
LET a036=a022/3 ! 角錐底心 xy
LET a037=a024/3 ! 角錐底心 x
LET a038=a025/3 ! 角錐底心 y
LET a039=a028/3 ! 角錐底心 z
LET a040=a036/TAN(a029) ! 交点・心寸 z
LET a041=a039+a020 ! 心・軸寸 z
LET a042=ATN(a040/a037) ! 心垂線仰角 xz
LET a043=ASIN(a037) ! 頂傾角 xz
LET a044=1 ! 誤差最低値の繰り返し判定
40
LET a009=a009+1
LET a045=COS(a043) ! 頂・軸寸 z
LET a046=a045-a041 ! 頂・心寸 z
LET a047=a046/TAN(a042) ! 心・頂寸 x
LET a048=a037-a047 ! 頂・央寸 x
LET a049=ASIN(a048) ! 頂傾角 xz'
LET a050=COS(a049) ! 頂・軸寸 z'
LET a051=a050-a045 ! 頂・軸寸誤差
IF a044=a051 THEN GOTO 95 ! 誤差最低値の繰り返し判定
LET a044=a051 ! 頂・軸寸誤差
LET a043=a049 ! 近似頂傾角 xz
GOTO 40
95
LET a052=ATN(a040/a038) ! 心垂線仰角 yz
LET a053=a046/TAN(a052) ! 心・頂寸 y
LET a054=a038-a053 ! 頂・央寸 y
LET a055=a046+a039 ! 頂・央寸 z
LET a056=a017/2 ! 底辺寸/2 x
LET a057=a016/2 ! 底辺寸/2 y
LET a058=a055-a028 ! 上稜寸 z
LET a059=a024-a048 ! 上稜寸 x
LET a060=a025-a054 ! 上稜寸 y
LET a061=SQR(a059^2+a060^2) ! 上稜寸 xy
LET a062=SQR(a061^2+a058^2) ! 上稜寸 xyz
LET a063=a048+a056 ! 中稜寸 x
LET a064=a054-a057 ! 中稜寸 y
LET a065=SQR(a063^2+a064^2) ! 頂・央寸 xy
LET a066=SQR(a065^2+a055^2) ! 中稜寸 xyz
LET a067=a056-a048 ! 下稜寸 x
LET a068=a054+a057 ! 下稜寸 y
LET a069=SQR(a067^2+a068^2) ! 下稜寸 xy
LET a070=SQR(a069^2+a055^2) ! 下稜寸 xyz
LET a071=ATN(a058/a059) ! 上稜面仰角
LET a072=a059/COS(a071) ! 上稜面巾寸
LET a073=ATN(a055/a063) ! 中稜面仰角
LET a074=a063/COS(a073) ! 中稜面巾寸
LET a075=ATN(a055/a067) ! 下稜面仰角
LET a076=a067/COS(a075) ! 下稜面巾寸
LET a077=ATN(a072/a060) ! 上稜面 稜角
LET a078=ATN(a059/a060) ! 底面 上稜角
LET a079=ATN(a074/a064) ! 中稜面 稜角
LET a080=ATN(a063/a064) ! 底面 中稜角
LET a081=ATN(a076/a068) ! 下稜面 稜角
LET a082=ATN(a067/a068) ! 底面 下稜角
LET a083=(PI-a080)+a078 ! 底面 上 中角
LET a084=(PI-a082)-a078 ! 底面 上 下角
LET a085=a080+a082 ! 底面 中 下角
LET a086=a083+a084+a085 ! 底面 稜角 計
LET a087=a083/2-a078 ! 上 中 接合角
LET a088=a084/2+a078 ! 上 下 接合角
LET a089=a085/2-a082 ! 中 下 接合角
LET a090=(a083/2+a084/2)/2 ! 底面 上接合角/2
LET a091=(a083/2+a085/2)/2 ! 底面 中接合角/2
LET a092=(a084/2+a085/2)/2 ! 底面 下接合角/2
PRINT "カーボンナノチューブ模型カイラル型の諸量計算"
PRINT
PRINT "カイラル指数","(";a001;",";a002;")" ! ( 7 , 2 )
PRINT "稜寸 xyz", a062/a062 ! 1 1
PRINT "直径", 2/a062 ! 4.58626952818816 4.5862695281881583678
PRINT "底辺傾角 xy", a018/PI*180 ! 12.4871457895927 12.487145789592382811
PRINT
PRINT "上稜面 仰角", a071/PI*180 ! 5.33169641703842 021/225
PRINT "上稜面 稜角", a077/PI*180 ! 12.5396942073838 054/243
PRINT "底面 上稜接合角/2",DEG(a090) ! 59.6889771264966 195/114
PRINT
PRINT "中稜面 仰角", a073/PI*180 ! 9.43804224999629 041/247
PRINT "中稜面 稜角", a079/PI*180 ! 73.3250608427073 217/065 177/053
PRINT
PRINT "下稜面 仰角", a075/PI*180 ! 12.056318130851 044/206
PRINT "下稜面 稜角", a081/PI*180 ! 48.76921965494 178/156
PRINT
PRINT "以下 軸方向を 0 度として表示"
PRINT "下 中 接合角 は 上 中 接合角側"
PRINT
PRINT "上 中 接合角",a087/PI*180 ! 47.201831336904 189/175 162/150
PRINT "上 下 接合角",a088/PI*180 ! 72.1761229160893 227/073 168/054
PRINT "下 中 接合角",a089/PI*180 ! 12.4871457895928 033/149
END
2014年7月17日
Carbon nanotube 製作道具
カイラル指数 (4,4) の アームチェア型の cradle の製作説明をします。
下の諸量は 以前お伝えした BASIC での計算結果です。
カイラル指数 ( 4 , 4 )
稜寸 1
外接円柱直径 3.88538618247263
長斜面仰角 7.58565860342018
短斜面仰角 14.914341396582
短斜面稜開き角/2 59.1425987847417
底面稜接合角 60
アームチェア型は 稜部品全ての接合角が
60 度 + 60 度の 120 度になっています。
そのため 三つの cradle は三角定規を使って 切断加工の角度が得られます。
左の立体は 縦を周方向 横を軸方向にむけています。
それと同じ方向に部材ができる cradle を組み合わせて載せています。
上の二つの cradle は 14.91 度 の傾きを 軸に沿ってつけています。
二つの稜の開き角の 1/2 が 59.14 度です。
下の cradle は7.59 度で周方向に角度をつけています。

整数変換 リスト
60° = 194 / 112 59.14° = 159 / 095 14.91° = 057 / 214 7.59° = 033 / 248
2013年1月14日 諸量の計算プログラム 2 の basic で 変換できます。
IF a08>180 THEN GOTO 100 ! 短いほうが 180以下になるまで計算しない
の a08>180 を a08>a03 に 変えれば
250 × 180 の 大きさも変えられます。
2014年7月16日
Carbon nanotube 製作道具
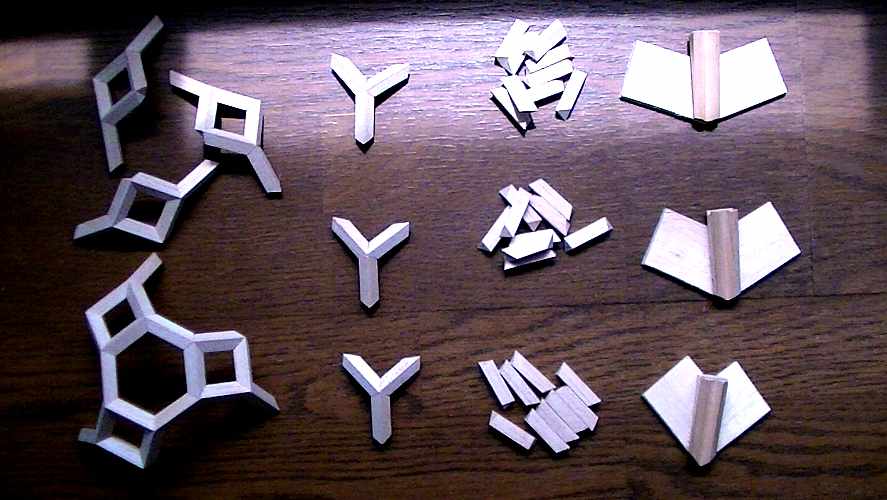
ジグザグ型 (8,0) Zigzag の 模型の製作途中の画像です。
下画面上中ほどに 三つの逆 Y 字状の部品unit の組み合わせで立体が完成します。
逆Y字の 縦方向の部品が 上稜で 左右下に開いた二つの部品が下稜です。
その方向のまま上に 一つ 下に二つの unit を結合して
上右のサークル状に並べると 形状が解ってきます。
そして 向きを合わせながら 逆Y字部品unit を接合してゆきます。
画像下の三つの治具でこれらの 稜部品を作ります。
画像を左クリックすると 拡大されます。

下の図で 求める形に成形する治具を 結合方向に合わせて 組み合わせています。
このままの状態で部品結合すると凸面が逆になっています。
左下の治具が 右下稜を 右下が左下稜を作ります。
逆 Y 字状の部品unit を製作するときに 三つの部品それぞれに色分けなどをして
くれぐれも間違いのないように注意が必要です。
治具の傾斜のつけ方に 今まで説明してきた多面体のとは 違う特徴があります。
それは接合集中点方向ではなく 縦軸方向に傾斜していることです。
これは 球座標ではなく円柱座標を扱っているからです。
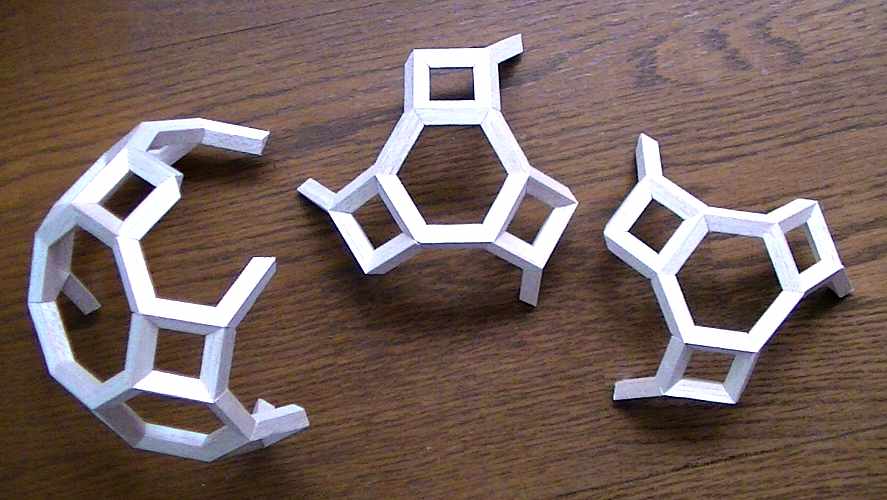
下の画像は 三つの cradle を作っているところです。
グラフ用紙に左右から59.59 度( 247/145 )の傾線を引き
中心点を通る縦線を描いています。
縦線に沿って 正四角形を59.59 度にカットした成型ボード
MDF(medium density fiberboard) を切断面を合わせて置き
斜線に 沿わせています。上稜用 cradle です。
角材を固定する溝の傾斜は0 度です。
下二つの cradle は左右対称に作ろうとしています。
60 度にカットした二つの ボードを 縦線と斜線にあわせています。
底稜の接合開き角/2 はすべてのタイプで 60 度以上なので 調整できます。
61.30 度にカットした縁に平行な溝をつけたボードを
縦線方向に沿って 11.25 度傾斜させて その上に接着しています。

下左画像は11.25 度の傾斜面をつくる アルミ板棒で
その右とその上は三角定規で 60 度の分割線をもとに加工します。
他の二つの 四角形の一つは 61.30 度 ( 179/098 )
他は 59.59 度の加工です。

一つの稜部品は 同一の cradle 上で
両端の接合面を 180 度回転対象に加工します。
2014年7月11日
15[4,6,8] 18[4,6,10] 多面体 製作道具
[4,6,8] Rhombitruncated Cuboctahedron を製作しています。

この多面体は 準正多面体なので
稜寸は 1種類 (今回は 40mm ) 仰角も 1種類 ( 12.46度 038/172 ) です。
右上の cradleで 正八角形を作る稜部品の接合角( 71.11度 228/078 )に加工します。
右中の cradleで 正六角形を作る稜部品の接合角( 62.49度 240/125 )に加工します。
右下の cradleで 正四角形を作る稜部品の接合角( 46.40度 189/180 )に加工します。
三つのcradleの横に 縦方向 三種類の稜部品があります。
準正多面体の稜部品は 稜を垂直方向に向けた場合
右側の稜の接合角は上下とも同じ角度
左側の稜の接合角も上下とも同じ角度です。
上にある塊の稜部品は 8,4形稜部品です。つまり 片側上下が 八角形用接合角で他が 四角形用です。
中の塊が 6,4形稜部品で その下が 8,6形稜部品です。
その横の Y字型の結合部品は 全て同じ形状をしています。
左斜めの稜部品は 8,4形で 右斜めの稜部品は 4,6形で 下縦方向が 8,6形です。
これとは鏡面対称な 結合部品の状態も考えられますが
どちらか一つの形状での組み合わせで作ってゆくほうが 間違いが避けられ作業が容易です。
Y字型結合部品を二つ合わせたものを 三つ組み合わせて左下の 形状になります。
今回の作品も 10×10 のバルサ材で作っていますが
切削作業中には 木粉が多く発生し 防塵マスクを使用しています。
接着剤も 透明な合成ゴム系のもので 揮発成分の ガスが気になりました。
作業環境の整えや 装備の配慮も必要です。
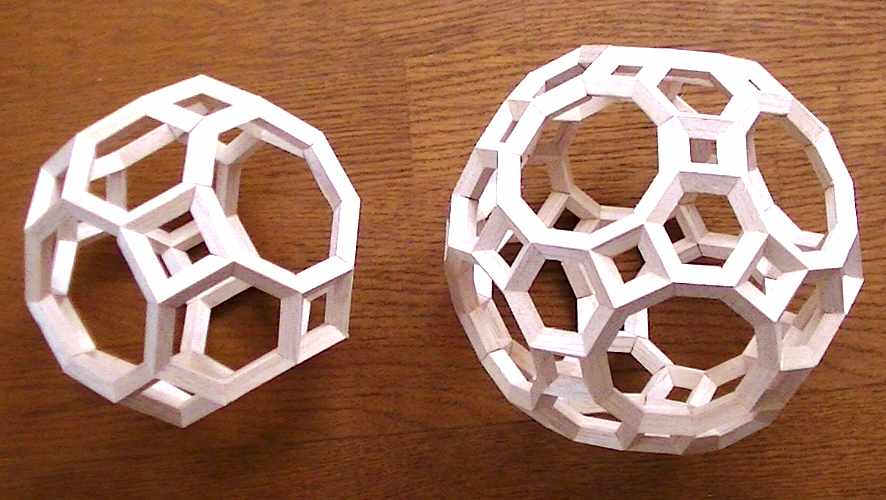
完成に近づきました。
完成です。
右の立体は [4,6,10] Rhombitruncated Icosidodecahedron 斜方切頂20・12面体です。
形状も 作り方もよく似ています。
2013年8月26日
08[3,4,4,4] Compounds 多面体 製作道具

[3,4,4,4] の compounds 複合多面体の cradle と 稜部品です。
5×5 のすす竹で 12cm の大きさで作ろうとしています。
左二つの cradle が 準正多面体 Rhombicuboctahedron
斜方立方8面体の稜部品製作用です。
4,3形と 4,4形の稜部品があり
4,3形とは 4角形の面と3角形の面に挟まれた 稜部品のことで
4,4形とは 4角形の面と4角形の面に挟まれた 稜部品のことです。
仰角は 20.94度 ( 075/196 ) で 稜部品の寸法は すべて 23.0mm になります。
左側二つのうちの 左の cradle が 4形の接合角 49.21度( 175/151 ) の加工をします。
この cradle で 稜線を挟んで左右とも 4形の形状の稜部品(4,4形)を 48個つくります。
左側二つのうちの 右の cradle が 3形の接合角 32.37度( 116/183 ) の加工をします。
この cradle で 片方が 3形の形状の稜部品をつくります。
そしてその片方を 上で説明した 4形の cradle で加工し (4,3形)として 24個つくります。
それと 4形と 3形が逆になっている稜部品を 24個つくります。
真ん中の cradle で 稜が直角に交差するための形状を作ります。
稜部品の すべての片端は 仰角 0度 接合各 45度×2 に加工します。
右二つの cradle が 双対多面体の Trapezoidal Icositetrahedron 凧形24面体製作用です。
4形と 3形の稜部品があり
4形とは 元の多面体 (Rhombicuboctahedron)の 4角形の面の上にくる 稜部品のことで
3形とは 元の多面体の 3角形の面の上にくる 稜部品のことです。
右側二つのうちの 左の cradle が 4形の接合角 45度( 180/180 ) の部品の加工をします。
仰角は 22.50度( 070/169 ) 寸法が 24.9mm で 72個つくります。
右側二つのうちの 右の cradle が 3形の接合角 60度( 194/112 ) の部品の加工をします。
仰角は 12.76度( 029/128 ) 寸法が 13.6mm で 24個つくります。
これらの cradle で 計 5種類の稜部品をつくることになります。
そして それらを組み合わせて 2種類の 十字状の結合部品をつくると 作業がうまくゆきます。
二種類とは
4角形と 4角形に挟まれた稜の中心を 4角形と 4角形をまたぐ稜が交差している結合部品と、
4角形と 3角形に挟まれた稜の中心を 4角形と 3角形をまたぐ稜が交差している結合部品。
2013年2月3日
08[3,4,4,4] 多面体 製作道具
Rhombicuboctahedron 斜方立方8面体製作の 二種類の cradle と
二種類の 形状に接合した 稜部品です。
cradle は 20.94度 (075/196) の仰角があり
左が 接合角 49.21度 (175/151)で 四角形を囲む 稜部品を作り、
右が 接合角 32.37度 (116/183)で 三角形を囲む 稜部品を作ります。
四角形の稜部品は4,4形を 四つ合わせ 6組あり、
三角形の稜部品は4,3形を 三つ合わせ 8組あります。
四角形の稜部品の “かど” と三角形の “かど” とを接合してゆけば 簡単に完成します。
接合作業は完了です(写真左)。
次回は [3,4,4,4] 複合多面体 compounds についてお伝えします。
2013年1月16日
14[3,4,5,4] 多面体 製作道具
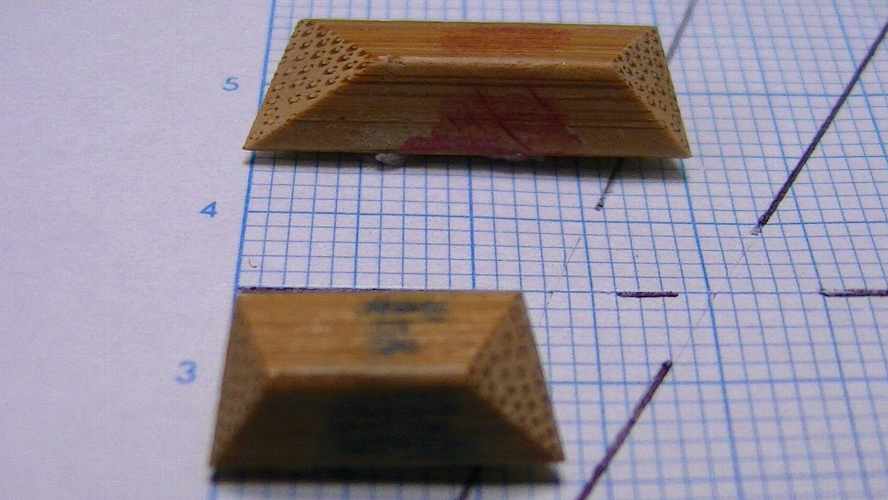
前回お伝えした 二種類ある稜部品の拡大写真です。
どちらも mother として決定したものですが 加工品質や精度は この程度です。
両面テープの破片で支え 罫線に合わせようとして 撮っています。
二本の斜線と 横線との交差部分は カッターナイフでの罫書きです。
計算では 大きいほうの寸法が 20.45mm 小さいのが 13.28mm です。
1mm という巾が かなり大きなものだと実感させられます。
2012年12月27日
14[3,4,5,4] 多面体 製作道具
[ 3,4,5,4 ]の双対多面体を作るのに必要な 稜部品製作の治具について今回もお伝えします。
三つある cradle は 左から 元の多面体の面 (三角形、四角形、五角形)に対応して
3形、4形、5形 の三種類です。
3形は 仰角 07.62度 接合角は 左右 60度で 120度。
4形は 仰角 13.28度 接合角は 左右 45度で 090度。
5形は 仰角 18.43度 接合角は 左右 36度で 072度 となります。
それらの下にある長方形の治具で 稜部品の寸法と切断角を決定し 切りそろえます。
今までお伝えしていた この作業の治具は 個別に作り消耗品としていましたが
これは 再利用することにより その作業を簡略にしています。
厚さ 5mm 巾 10mm の細板を 5mmずつずらせて 4枚張り合わせた受け台です。
使うごとに スリットを増やしてゆきます。
この画面では仰角 13.28度の傾斜に治具をあわせ
垂直の罫線方向に ノコギリでスリットをいれています。
これが仰角 13.28度の余角 (76.72度) になり 4形の 稜の部分をつくります。
寸法決定は 右の図から作った 基準部品の mother をもとにして治具にしるしをいれます。
これで 5,4形の稜部品の片端と 4,3形の稜部品の片端を作り、二種類のしるしが必要です。
あと 5形と3形の スリットをいれて しるしをつけています。
切断面の整形は cradle での作業で行います。
右にある小さい二つの部品は 二種類ある稜部品( 4,3形と5,4形 )の mothers です。
小さい方が 四角形と三角形をまたぐ稜の部品 ( 4,3形 ) です。
稜寸に対する 面芯寸は 0.380 対 1 ( 063 対 166 ) で罫線紙に表示。
そして大きい方が ( 5,4形 )で、
稜寸に対する 面芯寸は 0.584 対 1 ( 111 対 190 )で罫線紙に表示しています。
今回も 5×5 のすす竹で 大きさを 70mm にしようとしています。
二本の斜線と 数値 35の 位置の横線との 交点がそれぞれの実寸です。
小さい方は 15mm 以下の寸法部品をつくることになります。
作業性を高め 正確さを維持できるよう試行錯誤しながら進めてゆきます。
(カーソルを画像に置き 左クリックすれば 大きな画像が得られます。)
2012年12月26日
14[3,4,5,4] 多面体 製作道具
[ 3,4,5,4 ]の双対多面体 Trapezoidal Hexecontahedron 凧形60面体を作るのに必要な稜部品製作の治具についてお伝えします。
私は クレィドル cradle という用語をよく用います。小児用ベッドから由来した言葉で台座とか受け台などの治具の用語として 工業的な分野で用いられています。
そして 多面体製作の場合 稜部品の接合形状を完成させるための治具にのみcradle という用語を用いています。
また dresser を “仕上げ切削用具” の意味として用い mother という用語は “基準となる参照部品” という意味で使っています。
cradle の傾斜部品を作ろうとしています。
Trapezoidal Hexecontahedron 凧形60面体は 双対多面体ですので 仰角は 複数存在します。
今回は三種類必要です。
元の多面体の 五角形の中心の上にくる部品を作る仰角は 18.43度
元の多面体の 四角形の中心の上にくる部品を作る仰角は 13.28度
元の多面体の 三角形の中心の上にくる部品を作る仰角は 7.62度です。
罫線上での角度表示は
18.43度が 座標0,0 の位置から 縦 83 横 249 の位置に線を描きます。
画面では三本ある斜線の一番角度のきつい斜線です。
その線に沿って傾斜部品を整形する治具を作っています。
その下の斜線が 13.28度で
座標0,0 の位置から 縦 55 横 233 の位置に線を描いています。
一番下の斜線で 厚み15mm のバルサ材の切り出し角度を確認しています。
7.62度で 座標0,0 の位置から 縦 19 横 142 の位置に線を描いています。
私は 数値計算をする場合
表計算ソフトなど パソコンのソフトを用いて行っていますが
タンジェントの確認や 手軽な計算用具としては関数電卓を用いています。
私が 多面体を作り始めた頃は 関数電卓は \10,000 では到底買えませんでした。
指数表示や 三角関数の演算ができれば いいのです。
今では \1,000 でお釣がきます。関数電卓は 多面体製作には お勧めです。
2012年12月23日
07[3,3,3,3,4] 多面体 製作道具
[3,3,3,3,4] Snub Cube の製作道具を作っているところです。
図右の 二つの傾斜部品は 対辺 91 底辺 227 で表わされる 21.85度の仰角固定部品。
その横が 対辺 147 底辺 125 で表わされる 49.62度×2で左右対称な 接合角固定部品。
図左が 対辺 156 底辺 244 で表わされる 32.59度×2で左右対称な 接合角固定部品です。
双対多面体 [3,3,3,3,4] Pentagonal Icositetrahedron の製作道具を作っているところです。
図右の 傾斜部品は 対辺 59 底辺 248 で表わされる 13.38度の仰角固定部品。
その横が 対辺 194 底辺 112 で表わされる 60.00度×2で左右対称な 接合角固定部品。
図左の 傾斜部品は 対辺 105 底辺 240 で表わされる 23.63度の仰角固定部品。
その横が 対辺 180 底辺 180 で表わされる 45.00度×2で左右対称な 接合角固定部品です。
写真左 上と下 は [3,3,3,3,4] 準正多面体 Snub Cube 製作のcradle です。
上は 四角形に接する稜を作り 21.85度の仰角 49.62度×2で左右対称な 接合角。
下は 三角形に接する稜を作り 21.85度の仰角 32.59度×2で左右対称な 接合角です。
写真右 上と下 は [3,3,3,3,4] 双対多面体 Pentagonal Icositetrahedron 製作のcradle です。
まだ稜部品先端の加工部分の整形が済んでいません。
上は 四角形の上にくる稜を作り 23.63度の仰角 45.00度×2で左右対称な 接合角。
下は 三角形の上にくる稜を作り 13.38度の仰角 60.00度×2で左右対称な 接合角です。
2012年12月10日
16[5,6,6] 多面体 製作道具
[5,6,6]の双対多面体の製作準備をしているところです。
部品製作の方法を伝える場合 双対多面体は 元の多面体の構造を基準として説明します。
この多面体に必要な部品は
六角形と六角形をまたぐ部品と 六角形と五角形をまたぐ部品の二種類です。
六角形と六角形をまたぐ部品は 元の多面体の稜寸を 1とした場合 1.854 の稜寸。
部品の両端は六角形の中心の上に来て 左右それぞれ 30度 の接合角で仰角は 20.91度。
30個必要です。
六角形と五角形をまたぐ部品は 元の多面体の稜寸を 1とした場合 1.645 の稜寸。
片端が 六角形の中心の上に来て 左右それぞれ 30.00度 の接合角で仰角は 20.91度。
もう一つの端は 五角形の中心の上に来て
左右それぞれ 36.00度 の接合角で仰角は 16.47度。60個必要です。
次に稜の寸法の決定についてお伝えします。
完成の多面対の面芯寸を 1 とすると
六角形と六角形をまたぐ部品の稜寸は 0.7800。0.7800 対 1 は 156 対 200です。
六角形と五角形をまたぐ部品の稜寸は 0.6919。0.6919 対 1 は 128 対 185です。
二つの部品の寸法の比例関係を正確にするために 罫線紙から求めます。
六角形と六角形をまたぐ部品の場合は
縦方向に 200 横方向に 156 の点に 座標 0,0 から斜線をプロットします。
六角形と五角形をまたぐ部品の場合は
縦方向に 185 横方向に 128 の点に 座標 0,0 から斜線をプロットします。
完成の多面体の高さを 70mm としていますので 面芯寸を 35mm とします。
縦方向に 35の位置から横方向に向けた直線と斜線の交点から
それぞれの稜寸が 実寸として得られます。
六角形と六角形をまたぐ部品の稜寸は 0.7800×35 で 27.30mm。
六角形と五角形をまたぐ部品の稜寸は 0.6919×35 で 24.22mm のはずです。
この操作を 写真右の用紙で行っています。
写真左の用紙で 六角形の上に来る部品の cradle を作ろうとしています。
左右それぞれ 30度 の接合角で仰角は 20.91度。
30.00度のタンジェントは 112/194。20.91度のタンジェントは 089/233 です。
写真中の用紙で 五角形の上に来る部品の cradle を作ろうとしています。
左右それぞれ 36.00度 の接合角で仰角は 16.47度。
36.00度のタンジェントは 178/245。16.47度のタンジェントは 055/186 です。
2012年11月30日
11[3,5,3,5] Compounds 多面体 製作道具
[3,5,3,5]複合多面体 compounds の寸法の決定についてお伝えします。
[3,5,3,5]多面体と [3,5,3,5]双対多面体の稜芯寸を
同じ値にしなければなりません。
高さを約 160mm に予定をしていましたので、稜芯寸を 80mmとします。
それそれれの稜の寸法を得るために
稜寸と 稜芯寸の比を表わす直線を方眼紙に描きます。
[3,5,3,5]多面体の稜寸と稜芯寸の比は 1 対 1.5388 ( 154/237 ) ですが
稜の中間点で [3,5,3,5]双対多面体の稜と直角に交差するため
対辺 154 の 1/2 の 77 で 底辺 237 の斜線を引きます。
画面にある 3本の斜線の 真ん中の線がそれです。
3本の斜線の右側のが 対辺 125 底辺 250 で 5角形の中心の上にくる稜の比です。
3本の斜線の左側のが 対辺 034 底辺 178 で 3角形の中心の上にくる稜の比です。
縦方向に下から 80の座標の横線と斜線の交点からそれぞれの値が得られます。
この図では より正確な値を得るために 縦線 横線 斜線の必要部分を
カッターナイフで処理しています。実寸で 40.0mm 26.0mm 15.3mm となります。
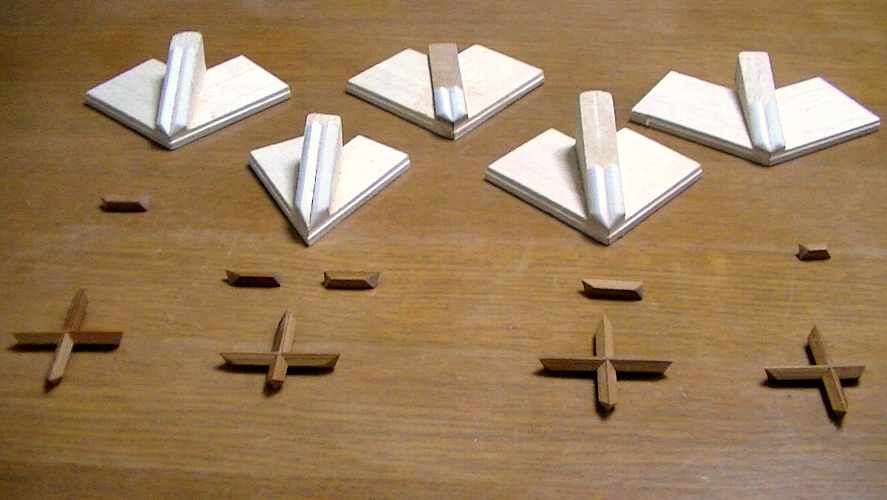
左上の cradleで 平面に 45度+45度の角度ですべての稜部品の片側を整形します。
その下の ペアーの cradleで26.0mmの部品を 仰角 18度の傾斜で加工します。
左に接合角 58.28度 右に接合角 31.72度で 60個と、
右に接合角 58.28度 左に接合角 31.72度で 60個必要です。
右上の cradleで 40.0mmの部品を 26.57度の仰角で 60個加工します。
その下の cradleで 15.3mmの部品を 10.81度の仰角で 60個加工します。
これらの 4種類の形状部品で 画面にある十字架状の 結合部品を 60個つくります。
これを接着してゆけば 複合多面体が完成します。そのはずです。
この [3,5,3,5]複合多面体は 私にとって初めての製作です。
急いだり、作業に飽きたりして 品質の良くない部品を作らないよう、
ゆっくりと作ってゆこうと思っています。
11 1.5388 [3,5,3,5] 稜寸を 1としたときの稜芯寸 ( 237/154 )
11 .50000 双対[3,5,3,5] 5角形の中心の上にくる稜の寸法/稜芯寸 ( 125/250 )
11 .19098 双対[3,5,3,5] 3角形の中心の上にくる稜の寸法/稜芯寸 ( 034/178 )
2012年11月11日
<
1
2
3
4
>